3D-PRT24)調整結果報告
2016.08.15
時間の合間にエンドストップとベッドの微調整していたので、
画像をとる暇が無かったのですが、
今まで行った大々的な調整の結果を書いておきます。
X0 Y0 Z0位置について、
調整前の振れ幅は-0.3~+0.3位のズレが起きていたのですが
最大値のズレ幅で-0.02~+0.02の範囲に収まることができました。
正直これだけでも十分な成果ですが、
10回計測した平均値は、-0.005~+0.005くらいです。
これら誤差はエンドストップの検知ズレ、
デジタルゲージの誤差、
ダイヤルゲージを固定している部品の弾性や収縮、
ロッドエンドの遊び、
ベルトの室温による収縮、
フレームの強度不足による振動
モーターの停止ズレ等ではないかと想像します。
ちょっと考えるだけで、これだけの不安要素がありながら
最大で-0.02~+0.02で収まれば十分なんじゃないかなと。
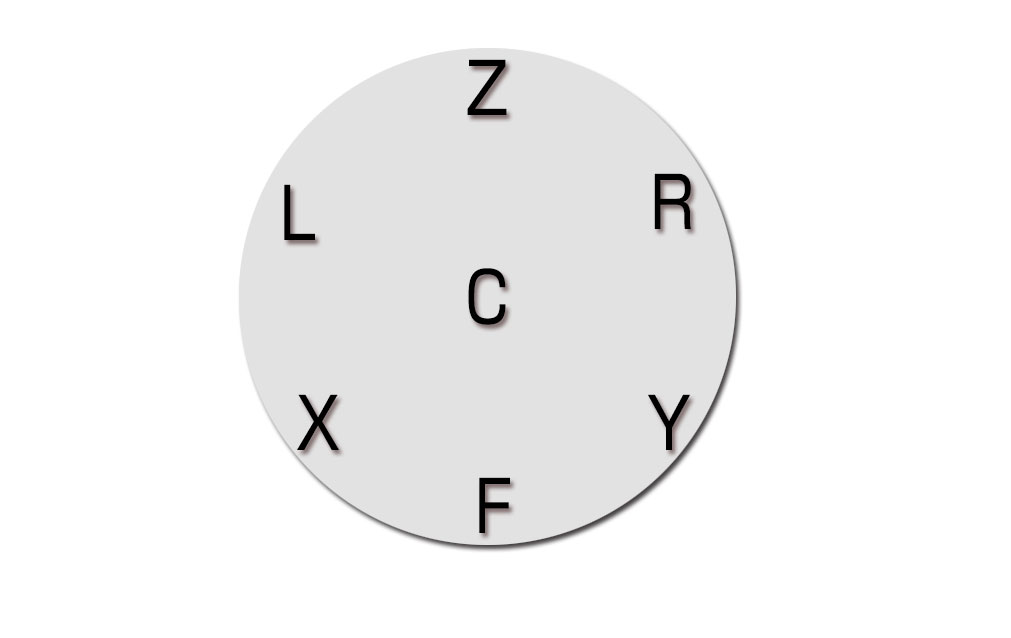
んで、肝心の座標数値ですが、

前回 ======================================
Radius 103.5
中央 1.34
Z 1.34
Y 1.34
X 1.34
R 1.10
F 1.16
L 1.40
最少と最大の差 0.3mm
今回 ======================================
Radius 103.05
中央 0
Z 0
Y 0.003
X 0.001
R -0.035
F -0.052
L 0.007
最少と最大の差 0.059mm
大幅に改善しましたよ。
ヒートベッドとガラスが、円周の縁、3か所だけをネジで固定し、
中央は宙ぶらりんな状態で、中央の値に近づけるのは大変だったのですが、
Radiusも微調整することでなんとかここまで来ました。
特に、R、F、Lの値をXYZに近づけるのは難儀でしたね。
多少台座に使っているスペーサーを削ったりして調整しました。
RとFがもう少し改善できれば完璧なんですが、
この部分だけ0.03程度押し上げると、Yが狂ってしまうし、
Yが狂うと、ZとXも影響を受けてしまう。
結局今よりもバランスが悪くなってしまうんですよね・・
まずはこのレベルで妥協です。
0.3mm厚の厚紙を使って指先の感覚で調整していた時に比べれば
格段の精度アップだと思います。
最終的には、歪まないほど厚みがある金属板を
ヒートベッド&ガラス板の下に引くことが一番と痛感しました。
最近売られている高級志向のデルタはみんな厚めの金属板使ってますね、
水平精度高いんだろうなぁ・・・
次回大掛かりな改修をやるとき、実践してみることにします。
長なく調整を行ってきましたが、一番痛感していることは、
デジタル表示のダイヤルゲージを買っておけば良かったなーということ。
針を読むのに時間がかかりすぎて、効率が悪いです。
デジタルだと見る角度が正面じゃなくても見れますから。
お金に余裕のある方はデジタルも検討することをお勧めします。
でもまぁ、デジタルだと小数第二位未満の数字は表示されないものがほとんどですが・・
一長一短ですね。
とりあえずは、印刷したい物が増えてきているので、
やれるべきことを全部やって、印刷可能状態に持っていきたいと思います。
ではまた。
画像をとる暇が無かったのですが、
今まで行った大々的な調整の結果を書いておきます。
X0 Y0 Z0位置について、
調整前の振れ幅は-0.3~+0.3位のズレが起きていたのですが
最大値のズレ幅で-0.02~+0.02の範囲に収まることができました。
正直これだけでも十分な成果ですが、
10回計測した平均値は、-0.005~+0.005くらいです。
これら誤差はエンドストップの検知ズレ、
デジタルゲージの誤差、
ダイヤルゲージを固定している部品の弾性や収縮、
ロッドエンドの遊び、
ベルトの室温による収縮、
フレームの強度不足による振動
モーターの停止ズレ等ではないかと想像します。
ちょっと考えるだけで、これだけの不安要素がありながら
最大で-0.02~+0.02で収まれば十分なんじゃないかなと。
んで、肝心の座標数値ですが、
前回 ======================================
Radius 103.5
中央 1.34
Z 1.34
Y 1.34
X 1.34
R 1.10
F 1.16
L 1.40
最少と最大の差 0.3mm
今回 ======================================
Radius 103.05
中央 0
Z 0
Y 0.003
X 0.001
R -0.035
F -0.052
L 0.007
最少と最大の差 0.059mm
大幅に改善しましたよ。
ヒートベッドとガラスが、円周の縁、3か所だけをネジで固定し、
中央は宙ぶらりんな状態で、中央の値に近づけるのは大変だったのですが、
Radiusも微調整することでなんとかここまで来ました。
特に、R、F、Lの値をXYZに近づけるのは難儀でしたね。
多少台座に使っているスペーサーを削ったりして調整しました。
RとFがもう少し改善できれば完璧なんですが、
この部分だけ0.03程度押し上げると、Yが狂ってしまうし、
Yが狂うと、ZとXも影響を受けてしまう。
結局今よりもバランスが悪くなってしまうんですよね・・
まずはこのレベルで妥協です。
0.3mm厚の厚紙を使って指先の感覚で調整していた時に比べれば
格段の精度アップだと思います。
最終的には、歪まないほど厚みがある金属板を
ヒートベッド&ガラス板の下に引くことが一番と痛感しました。
最近売られている高級志向のデルタはみんな厚めの金属板使ってますね、
水平精度高いんだろうなぁ・・・
次回大掛かりな改修をやるとき、実践してみることにします。
長なく調整を行ってきましたが、一番痛感していることは、
デジタル表示のダイヤルゲージを買っておけば良かったなーということ。
針を読むのに時間がかかりすぎて、効率が悪いです。
デジタルだと見る角度が正面じゃなくても見れますから。
お金に余裕のある方はデジタルも検討することをお勧めします。
でもまぁ、デジタルだと小数第二位未満の数字は表示されないものがほとんどですが・・
一長一短ですね。
とりあえずは、印刷したい物が増えてきているので、
やれるべきことを全部やって、印刷可能状態に持っていきたいと思います。
ではまた。
 2016.08.15 22:11
|
2016.08.15 22:11
|