PET-Gフィラメントを使ってみた。苦悩(;´Д`)
2020.01.11
ABSで部品を作ってきたけど、完全に反りを克服するのは難しい。
あと割れないように粘り強さを求めるとABSじゃなくPET-Gにシフトするべきと考えました。


サインスマートのPET-Gが安価で性能がいいという話なので、Amazonから購入しました。
始めてのフィラメントなので、事前情報を万全に収集してから挑みましたが、
このフィラメントはプリンタ単位で調整するべきだと思いましたね。
ネットの情報だけではキレイに印刷できませんでした。
まず一番の難関ポイントはベッドに定着しないこと。
ガラス面に直でも、マスキングテープの上でもまったく乗りません。
押し付けても、乗せるようにスキマを多くとってもダメ。水と油のように反発しあって定着しません。

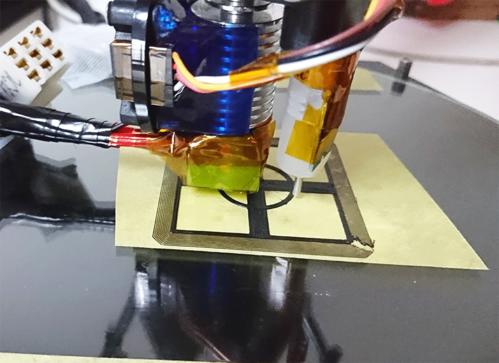
最後は結局スティックノリに頼ることに。
ただ定着させるならこれが一番。スティックのりは造形中に外れてしまうというリスクがあるので反りが強いABSでは使えないがPET-Gではどうだろうか・・
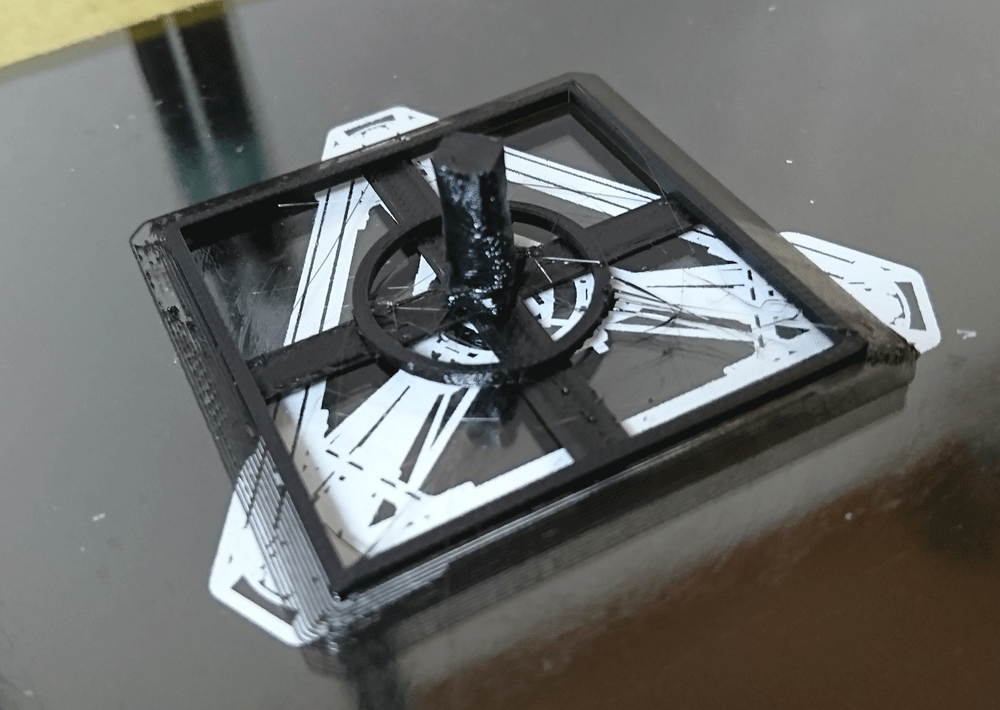
定着はした。だけど温度の問題でデコボコと糸引きがはんぱない(;´Д`)
とてもじゃないがキレイとはいえない。
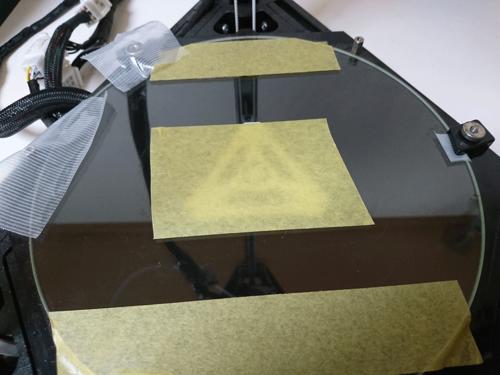
マスキングテープにスティックノリを塗布しても試してみた。
これが成功すれば、ガラス板を清掃する手間が省けるので楽ちんなんだが・・
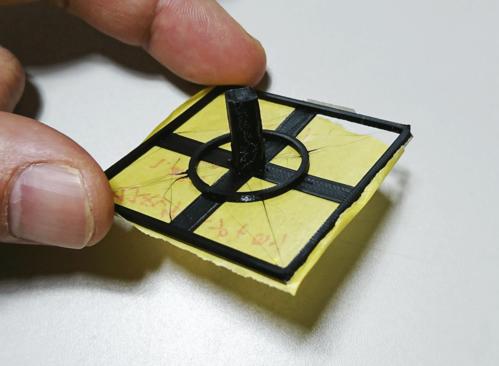
定着は問題なくできた。下が黄色なのでフィラメントの乗り具合がよくわかる。
積層0.1mmのところ、一層目の高さを50%に抑えて安定させたのだが、0.05mm厚で印刷されていると思うのでベッドの水平狂いをしっかり拾ってしまっているのはご愛敬(;´Д`)
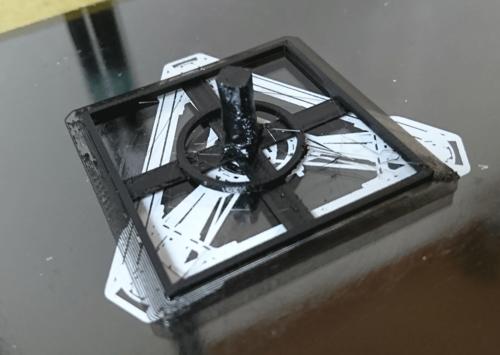
何度も失敗してやっと形にできた。
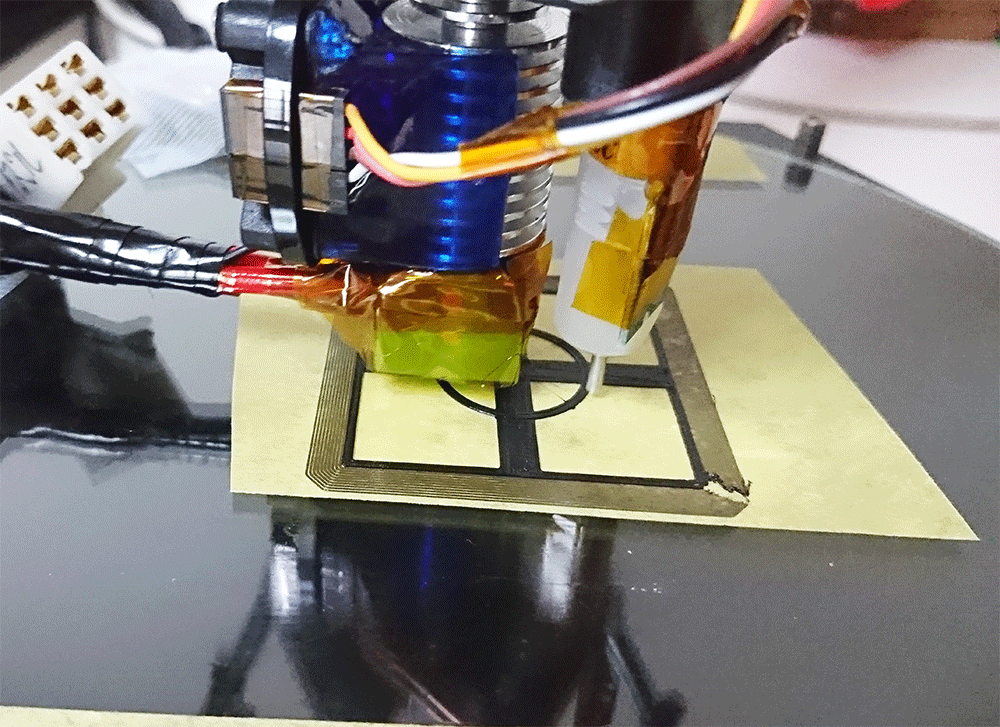
これで一層目230度。二層目以降223度。ベッドは70℃スタートで印刷中に100℃まで上昇しキープする設定。
この温度設定でPET-G特有の糸引き現象はいままでのABSと同じレベルに落ち着いた。
中央のタワーに溶融溜まりが盾に並んでしまっているので、まだ温度を下げるか、フィラメントの送り出しを末端時の数mm前に止めるか、もう少し設定を煮詰める必要がありそう。
憶測の話になるけど、うちのプリンタは温度が低く表示されている気がする。230℃と表示していても実際は233あたりまででているのではなかろうか。ここらへんはヒートブロックに挿し込んだサーミスタの位置関係や接触具合が関係してくるのでプリンタごとに微調整するしか方法がないと思う。ネットに飛び交う情報では230℃が安定と書いている人が多い。私も220℃から240℃まで段階的に確かめて上記の設定を導きだした。
ノズル先端からの吐出はABSより優れている気がした。それはエクストルーダーじゃなく手で押し込んだ時に思ったこと。
軽い力でスルスルスルとでてくるのだ。
しかもフィラメント自体はABSよりも弾力性に富んでいて中々破断しない様子。つまり引き抜きのレスポンスもいいのでリトラクションは3mm設定で充分な効果を得られた。それ以上は効果はないし、5mmとか引き上げると溶けたフィラメントがPTFEチューブに触れてしまってノズルつまりの原因になると思う。
中央のタワーを除いての計測だけど、驚くべきことにデルタでもかなりの精度で印刷できている。
ABSと違って反りや変形がしにくいからなのか。これは極めれば部品印刷に十分使える!
ただこのフィラメントはテカりがすごいなぁ。部品として使うならマッドのほうが美しいのだけど・・・
まもなくCetus Mk3が届くのであとはそちらで設定を煮詰めることにしよう(;'∀')
あと割れないように粘り強さを求めるとABSじゃなくPET-Gにシフトするべきと考えました。

サインスマートのPET-Gが安価で性能がいいという話なので、Amazonから購入しました。
始めてのフィラメントなので、事前情報を万全に収集してから挑みましたが、
このフィラメントはプリンタ単位で調整するべきだと思いましたね。
ネットの情報だけではキレイに印刷できませんでした。
まず一番の難関ポイントはベッドに定着しないこと。
ガラス面に直でも、マスキングテープの上でもまったく乗りません。
押し付けても、乗せるようにスキマを多くとってもダメ。水と油のように反発しあって定着しません。

最後は結局スティックノリに頼ることに。
ただ定着させるならこれが一番。スティックのりは造形中に外れてしまうというリスクがあるので反りが強いABSでは使えないがPET-Gではどうだろうか・・
定着はした。だけど温度の問題でデコボコと糸引きがはんぱない(;´Д`)
とてもじゃないがキレイとはいえない。
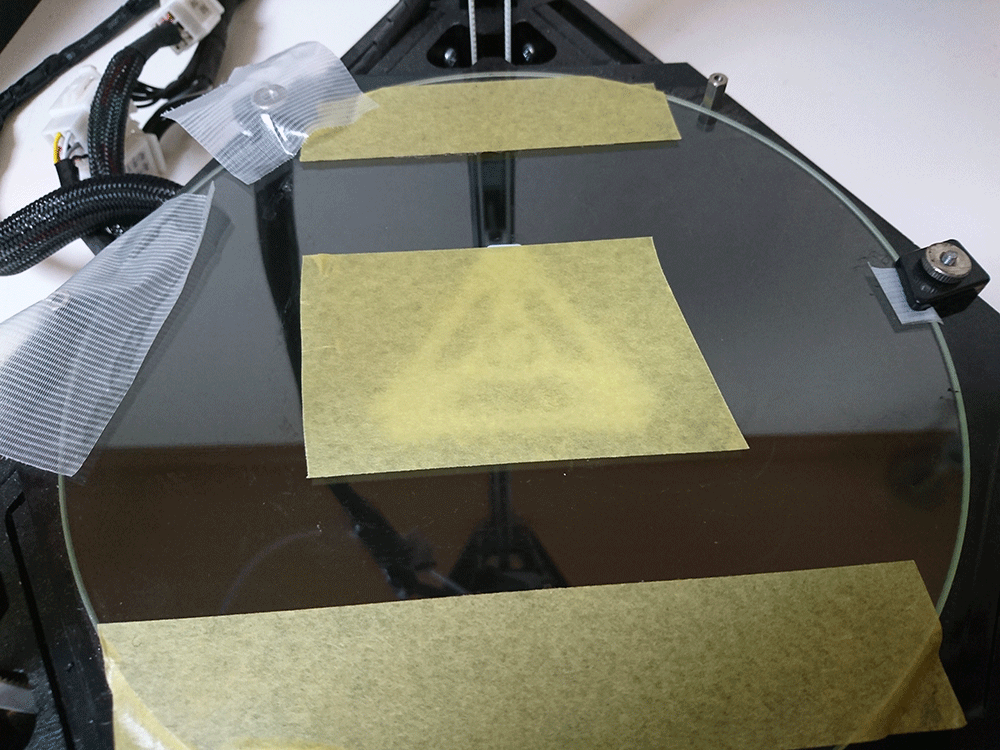
マスキングテープにスティックノリを塗布しても試してみた。
これが成功すれば、ガラス板を清掃する手間が省けるので楽ちんなんだが・・
定着は問題なくできた。下が黄色なのでフィラメントの乗り具合がよくわかる。
積層0.1mmのところ、一層目の高さを50%に抑えて安定させたのだが、0.05mm厚で印刷されていると思うのでベッドの水平狂いをしっかり拾ってしまっているのはご愛敬(;´Д`)

何度も失敗してやっと形にできた。
これで一層目230度。二層目以降223度。ベッドは70℃スタートで印刷中に100℃まで上昇しキープする設定。
この温度設定でPET-G特有の糸引き現象はいままでのABSと同じレベルに落ち着いた。
中央のタワーに溶融溜まりが盾に並んでしまっているので、まだ温度を下げるか、フィラメントの送り出しを末端時の数mm前に止めるか、もう少し設定を煮詰める必要がありそう。
憶測の話になるけど、うちのプリンタは温度が低く表示されている気がする。230℃と表示していても実際は233あたりまででているのではなかろうか。ここらへんはヒートブロックに挿し込んだサーミスタの位置関係や接触具合が関係してくるのでプリンタごとに微調整するしか方法がないと思う。ネットに飛び交う情報では230℃が安定と書いている人が多い。私も220℃から240℃まで段階的に確かめて上記の設定を導きだした。
ノズル先端からの吐出はABSより優れている気がした。それはエクストルーダーじゃなく手で押し込んだ時に思ったこと。
軽い力でスルスルスルとでてくるのだ。
しかもフィラメント自体はABSよりも弾力性に富んでいて中々破断しない様子。つまり引き抜きのレスポンスもいいのでリトラクションは3mm設定で充分な効果を得られた。それ以上は効果はないし、5mmとか引き上げると溶けたフィラメントがPTFEチューブに触れてしまってノズルつまりの原因になると思う。
中央のタワーを除いての計測だけど、驚くべきことにデルタでもかなりの精度で印刷できている。
ABSと違って反りや変形がしにくいからなのか。これは極めれば部品印刷に十分使える!
ただこのフィラメントはテカりがすごいなぁ。部品として使うならマッドのほうが美しいのだけど・・・
まもなくCetus Mk3が届くのであとはそちらで設定を煮詰めることにしよう(;'∀')
 2020.01.11 23:34
|
2020.01.11 23:34
|