3Dマウス⑤ 外装の設計・造形
2023.01.29
前回の3Dマウスの記事はこちら
https://randol-news.net/art/00577.html

ファームウェアがだいぶ進展したので
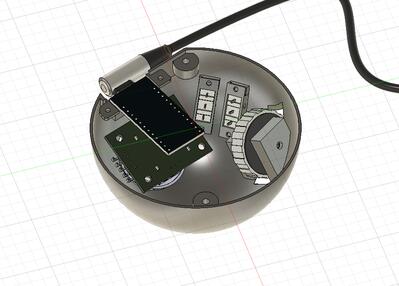
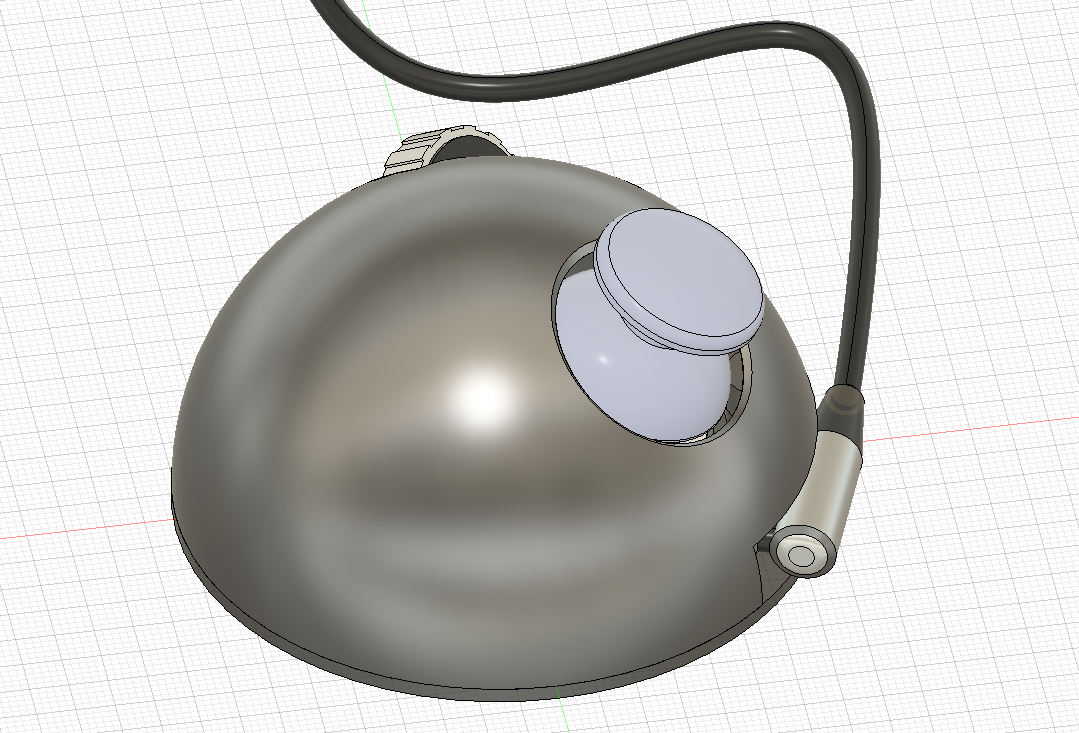
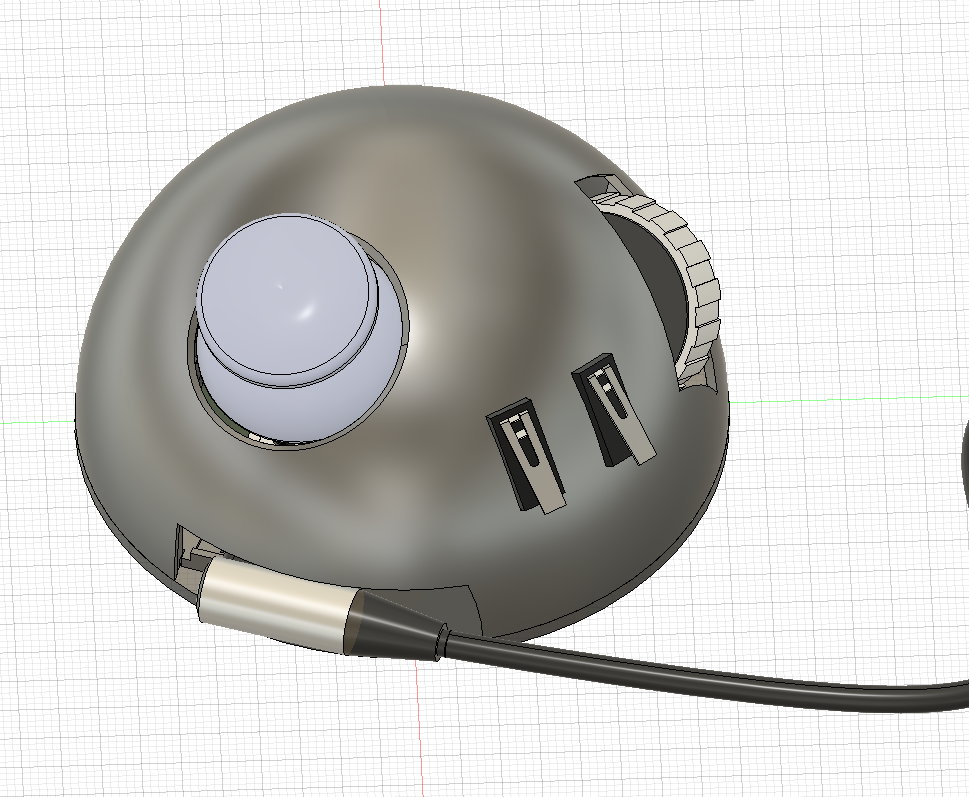
外装をテスト用ではなく実用に向けて設計してみます。
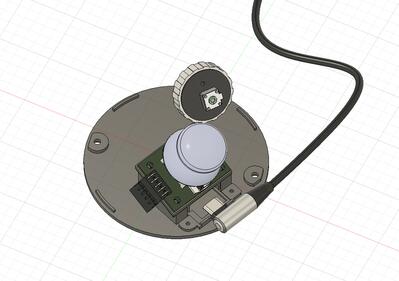
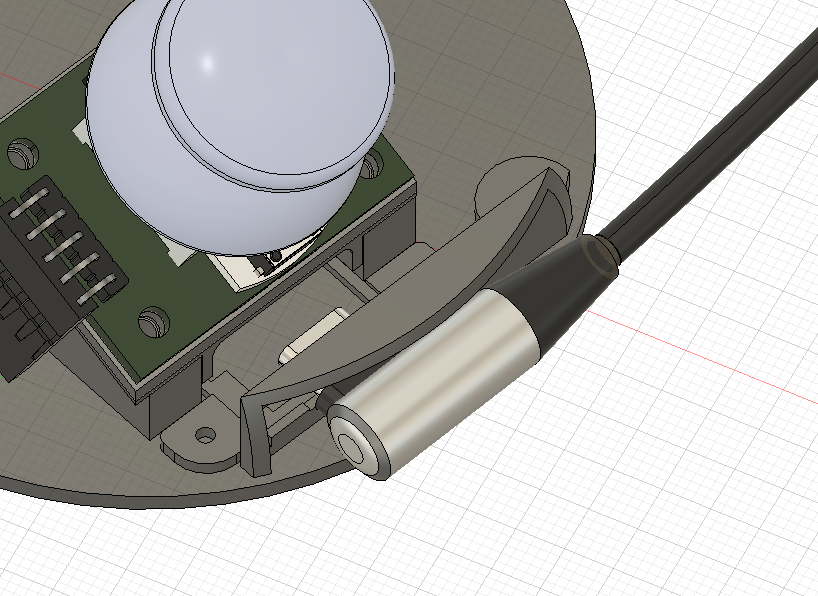
まずUSBケーブルはL字型を採用。これで煩わしいケーブル問題は大幅に軽減。
上蓋との連結はM3ネジ2本で行うことにした。
本音を言えば3本でやりたかったけど、
いろいろと干渉することが分かったから仕方なく(;´Д`)
まぁ、問題ないっしょ。
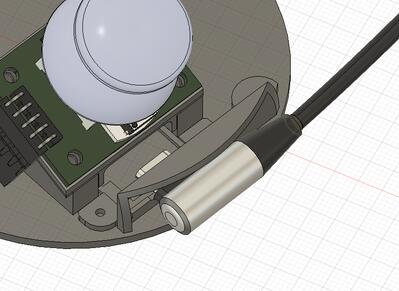
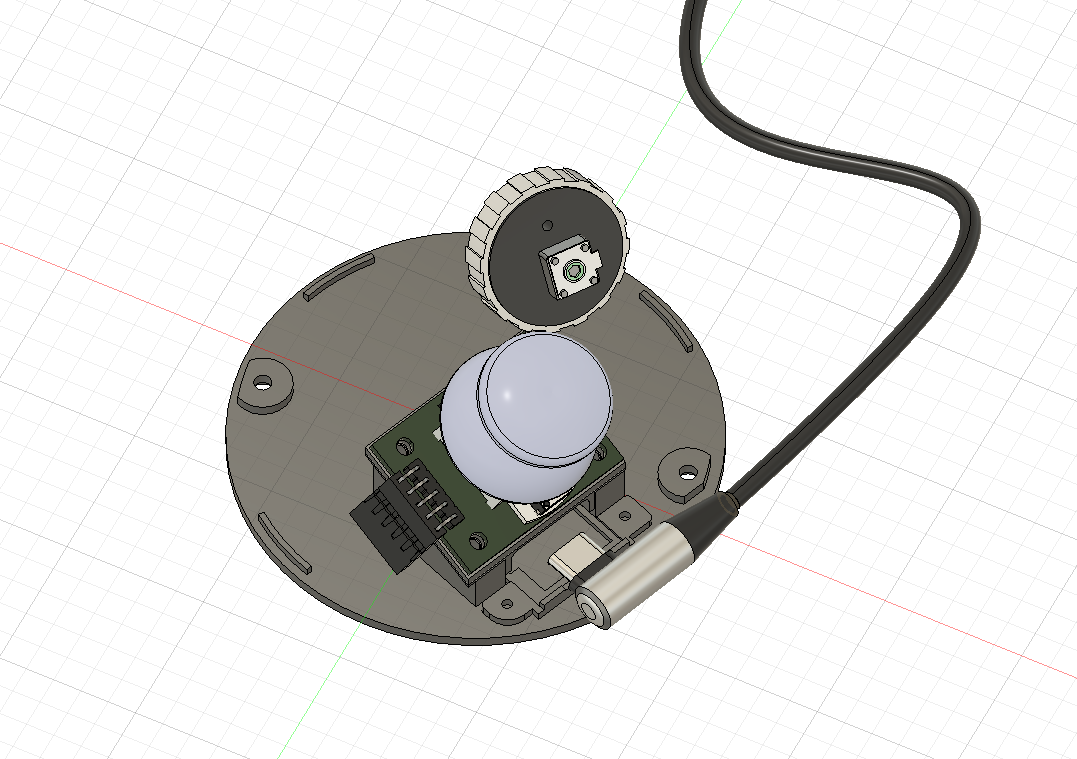
L字コネクタに合わせて干渉しないように上蓋にカットをいれます。
カットしたところのフタも用意。上蓋と一体化させて造形させます。
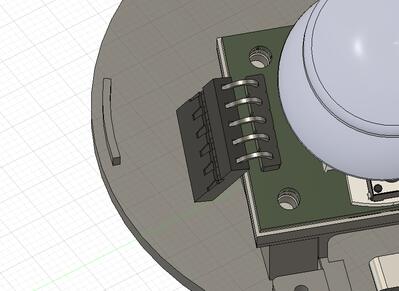
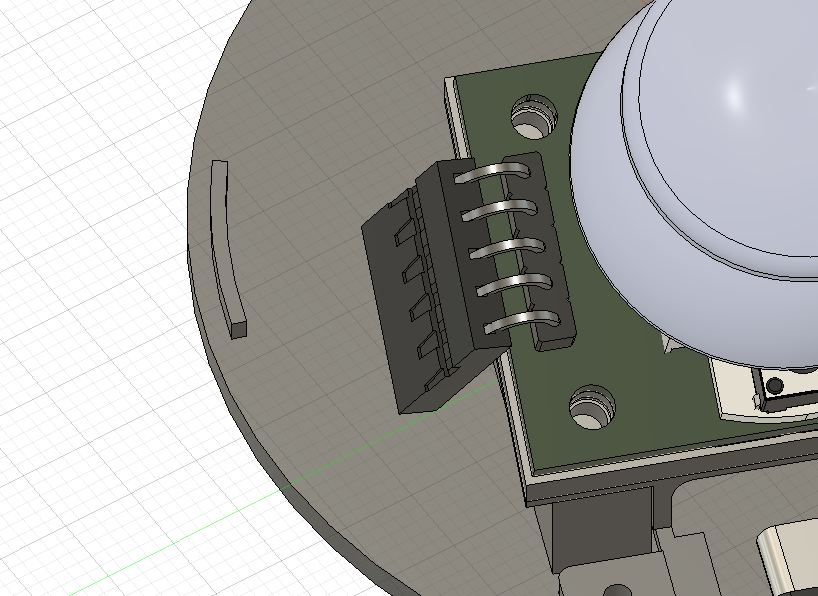
ジョイスティックのデュポンコネクタが邪魔になっていた件。
下に折り曲げれば上蓋が干渉せず入ることが分かったので、
1本ずつラジオペンチで曲げて対処。

ボタンはつけなくていいかな~~なんて思っていた時がありました。
でも、ムリ(;´Д`)
ジョイスティックのテストでぐりぐり動かしているとボタンの必要性が沸々と湧いてきます。
まず、ジョイスティックを押しながら方向を操作するのは厳しい。
つまりパンを操作するときは別のボタンを用意するべきかなと思い至りました。
あと、ポイントを複数選択するときにシフトキーを押しながら行いますが、
いちいちキーボードに手を移動してたら面倒で仕方ない。
そのボタンも無いと不便かなと。
つまり最低でも2個は追加しないと実用に乏しいと判断。
ではどんなボタンをどんなふうにつけるのかと考えるに
ORBIONで採用されてるボタンも考えたけど、ちょっと大きすぎてスペースが無い。
あと、やっぱりクリック感がほしいと思いました。
そこでリミットスイッチを採用することに。安いし入手性もいい。
場所は、ロータリーエンコーダーとジョイスティックの間に並べて装備。
リミットスイッチのレバーは上蓋から露出させて直に押すようにします。
使いづらかったらレバーに何か装着しますかね。
ロータリーエンコーダーは上蓋で支えることに。
リミットスイッチも上蓋で。
造形が複雑になるのでFDMだとちょっと苦しいけど、
印刷さえできてしまえば、説明書なしでもすぐに組み立てられるくらい
シンプルなデザインじゃないかなと思う。
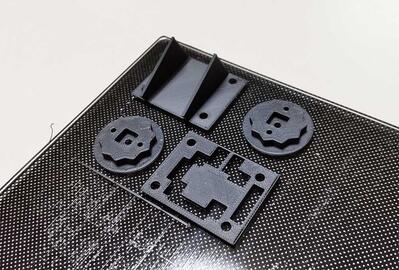
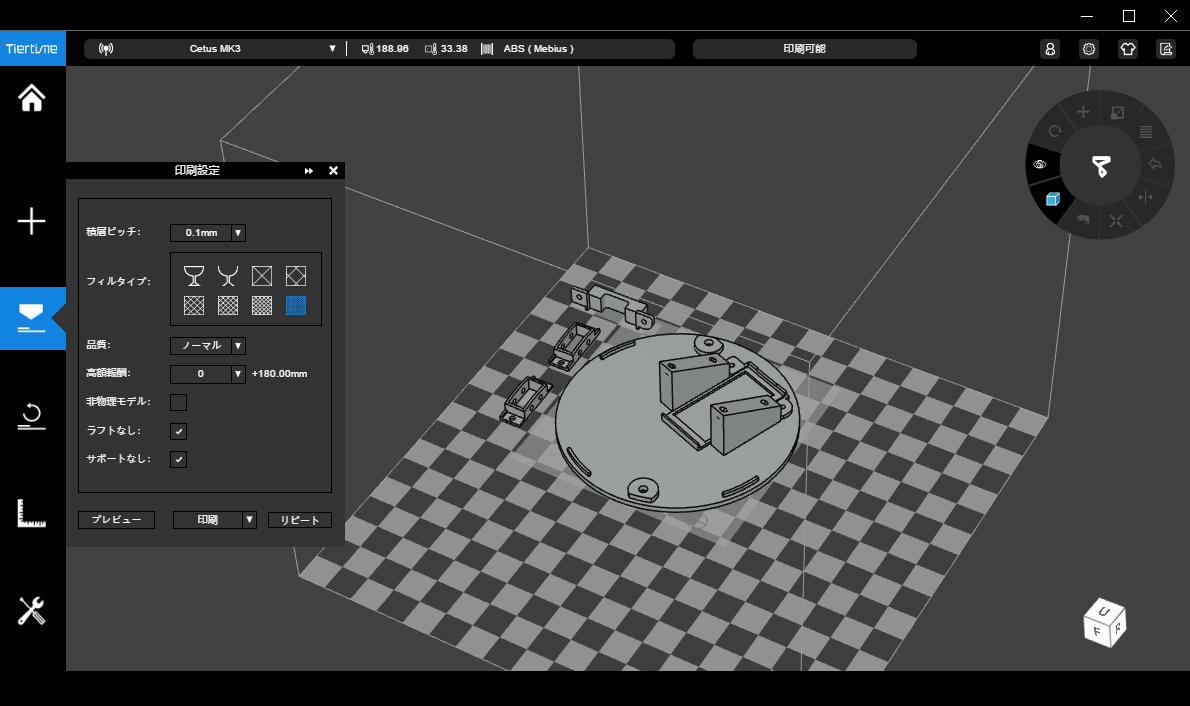
印刷は本気モード(;´Д`)
0.2mmノズル装着でベッドの高さもしっかり調整。
強度と長期実用を踏まえABSで印刷。
反り防止のための対策はきっちり。
本来ならば、メッシュベッドを使うべきところだけど、
メッシュベッドはラフトが前提になってしまいます。
ラフトって反りは軽減するけど底面が乱れまくるのよね。
今回は精度重視の印刷なので、ガラスベッドを使いました。
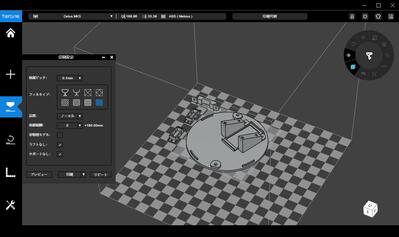
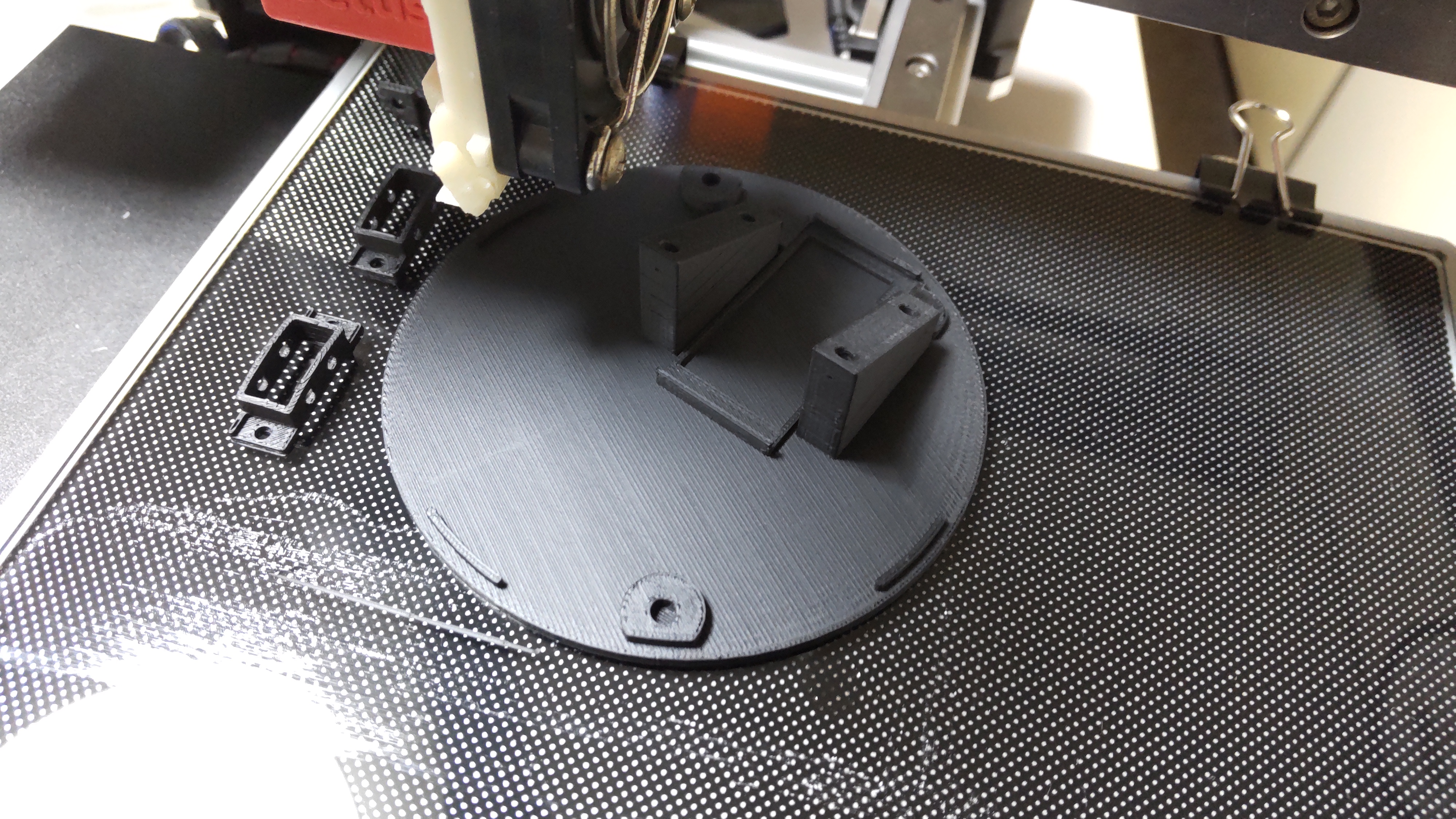
印刷位置が左奥寄りになってますが、
Cetusのようにフレーム片持ちの3Dプリンターは
フレームから遠く離れたところの振動が大きくなりがちです。
印刷物が荒れるので、それを回避するため
なるべく左奥にまとめて印刷を行います。
これも少しでも精度を高めるための工夫です。
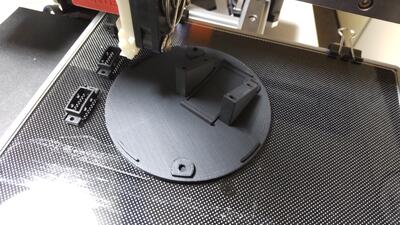
完璧です。
7時間のロングランだけども反りはゼロ。
糸引きもなし、底面上面の塗り残しなし。
0.2mmノズルはいいね。仕上がりが美しい。
ただし、詰まり安く、印刷に時間が掛かり、
設定も煮詰めるのにめちゃくちゃ時間が掛かるけど(;´Д`)
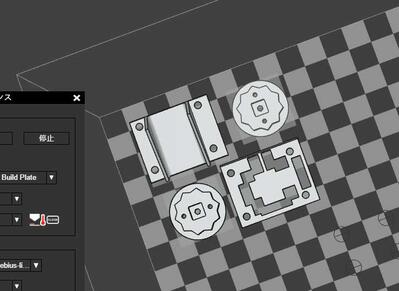
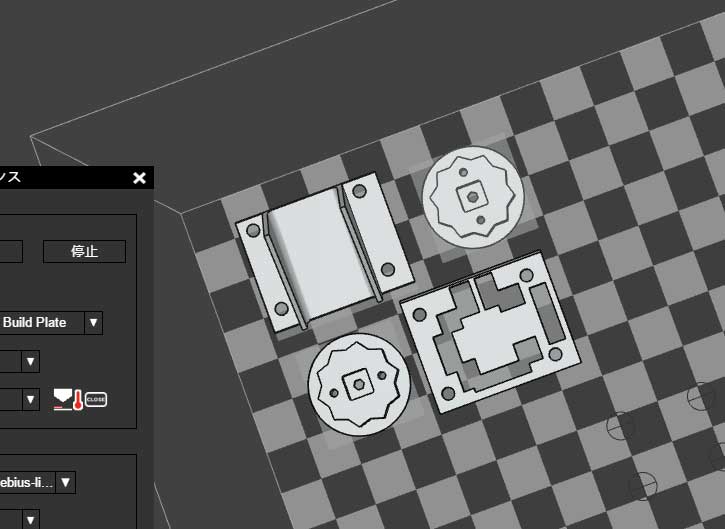
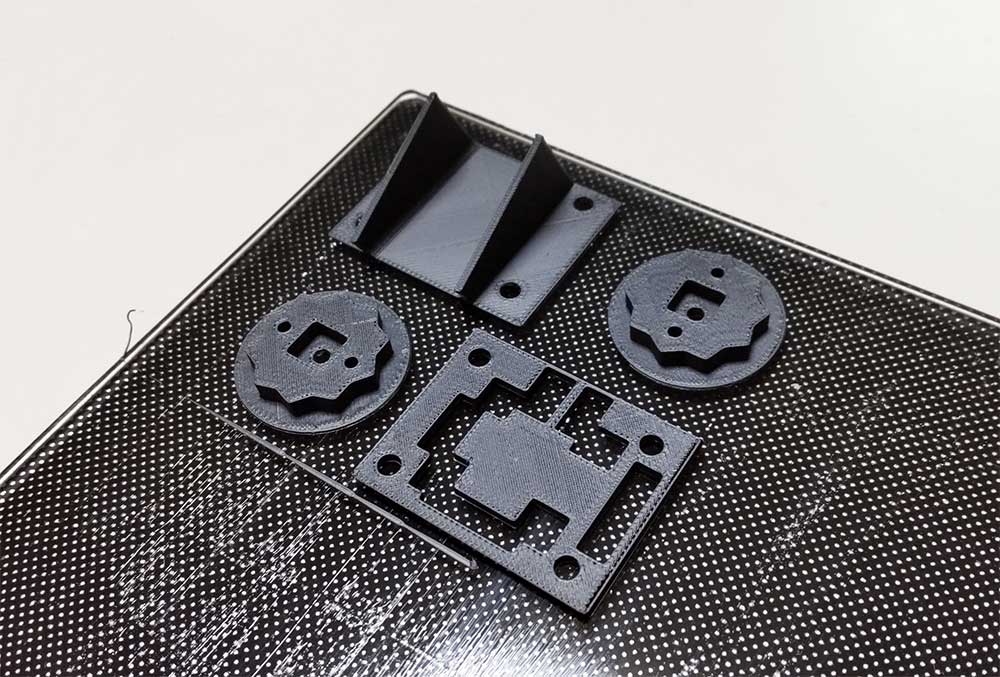
バシっと設定が決まっているうちに細かいのも全部印刷してしまいます。
いいね、射出成型みたい(*'▽')
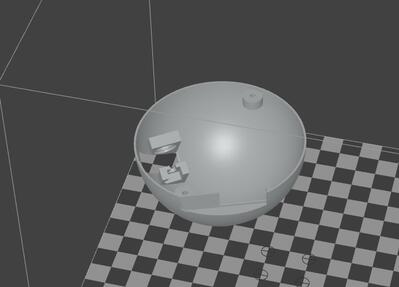
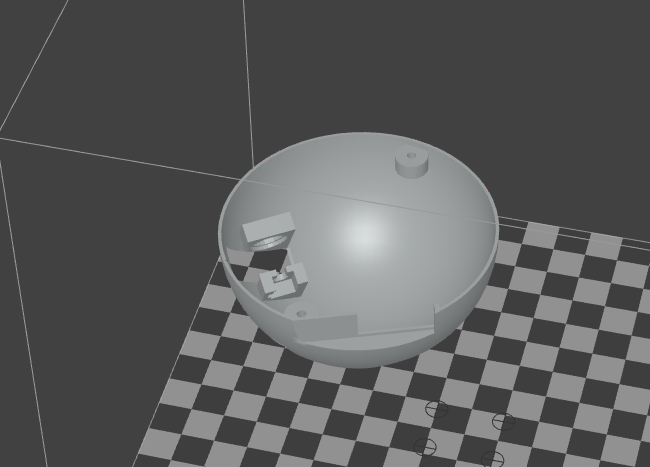
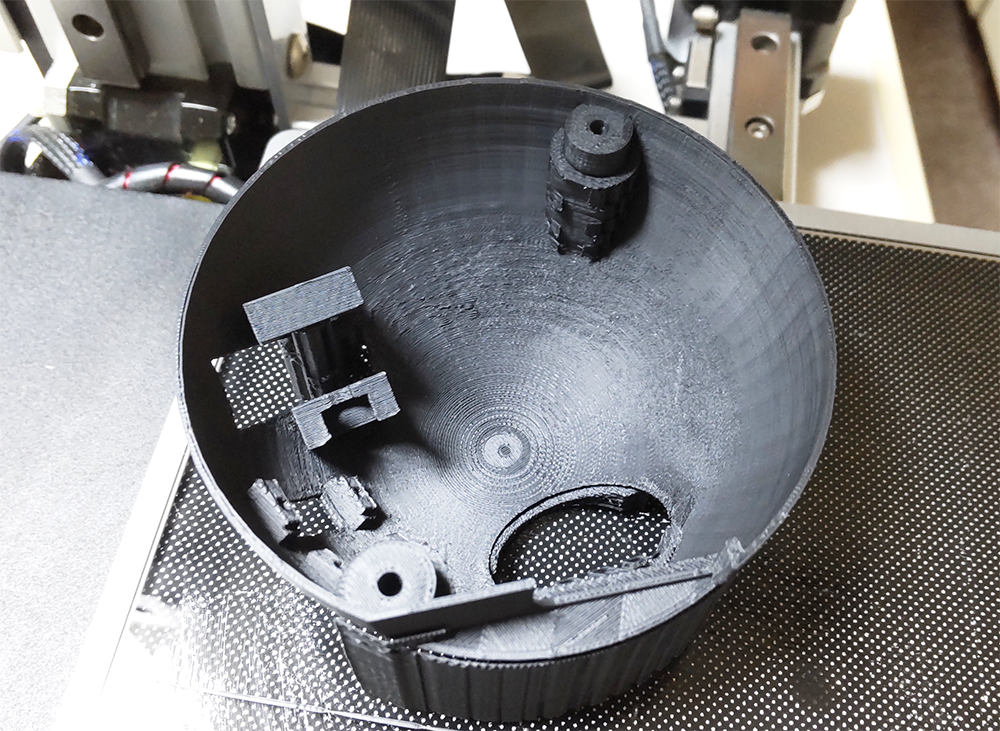
一番の問題は上蓋。
FDMの限界に挑戦といわんばかりの形。サポートは必須になってしまいます。
何回か試したけど、逆さまで印刷したほうがサポートの処理がしやすく
倒壊の心配がなかった。
内側にはロータリーエンコーダーの部分がちょっと制度が必要なので、
サポートがごちゃごちゃつくと整えるのは困難だなと・・。
どうせ磨くのなら外周の方が楽でいいので、
今回は逆さまに印刷したほうがいいと考えた。

でもFDMでこの印刷はやっぱり厳しい。
積層痕が強烈に見えてくる。
球状は0.1mm積層をやめて0.05mm積層ができるならその方が良いと思う。
確実に印刷できるようにするには、パーツを分割して接着剤で連結する形の方がいいかもしれない。
つまりFDM専用のデータを考えるべきと思った。

サポート面が荒れていたので軽く研磨。
ABSなので簡単に削れる。PLAとは違うのだよ、PLAとは(;´Д`)
研磨すると白く変色してしまう。すると積層がより目立って印刷の荒れが目立つ。
でも予定通り。

光硬化パテで積層の隙間を埋めていく。
ついでに積層割れが原因で起きた印刷ミスをプラモ用接着剤やパテで修正。
1日太陽にあてておけばカチカチです(*'▽')

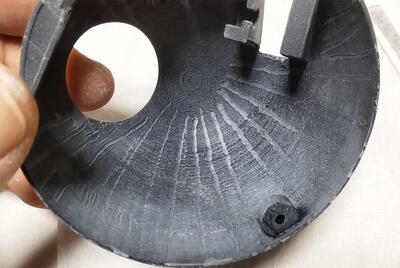
待っている間に光造形で印刷。こちらもサポート跡がすごい(;´Д`)
見た感じはミスはなさそうだ。

裏面もきれいに印刷できているように見えるが、
角が丸くなったり膨らんだりする現象が起きている。
光造形といえども完璧ではないね。

FDM式、SLA式両方で印刷したものを研磨した様子。
FDM式は400番の耐水ペーパー、
SLAは削れやすいので600番の耐水ペーパーで磨きました。
硬さはレジンの方がある感じ、ABSは柔軟さを感じる。
だけど、1mm厚のパーツなので、
力をいれるとABSは積層割れが起きそうな感じ、
レジンの方は力入れて磨くと割れそうな感じ。
もう少し厚みを付けるべきだったかな(;´Д`)
後々積層割れが起きたらイヤなので内側から対策をば。
3Dプリンター用の電熱ヘラで表面をなぞります。
一度溶けて再溶着するので積層割れの恐れが軽減します。
これを施した後は、驚くくらいフニャフニャ感が消えました。
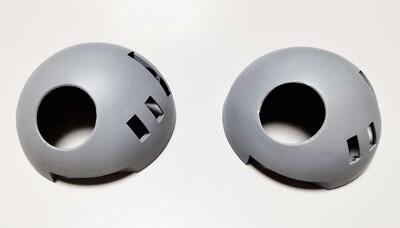
サーフェイサーを吹いてみた。
左が光造形(レジン)、右がFDM(ABS)。
双方、もう少しやすり掛けが必要なことが分かる。
ABSの方は穴の縁をもう少し修正できるかも。

ある程度整ったので塗装。

左が光造形(レジン)、右がFDM(ABS)。
ABSは磨きが足りなかったかな・・少しデコボコが残ってる。
200番で整えてから400番すればよかったかな。
球面だから加減がよくわからん(;´Д`)
まぁ、実用十分だけど。

パーツがそろった(;´Д`) ↑はABS用に用意したパーツ類。
今回ABSとレジンの2種類で印刷したけど、精度的に割と正確なのはABSの方。
上蓋は曲面が多かったので荒まくったけど、
ほかの部品は±0.1mm程度誤差を容認できるなら何も問題はない仕上がり。
0.2mmノズルを使っている効果が絶大、

それに比べレジンはミクロの世界ではかなり美しいけど、
1mmとかいう大きいレベルでゆがみが出ることがある。
ひどいときには3mmも長さが合わないことも。
底板のパーツは綺麗な円になりませんでした。光硬化パテで修正しました。
塗装したから今じゃわからないけどね。
一長一短だなぁ(;´Д`)
次の3Dマウスの記事はこちら
https://randol-news.net/art/00582.html
https://randol-news.net/art/00577.html
ファームウェアがだいぶ進展したので
外装をテスト用ではなく実用に向けて設計してみます。
まずUSBケーブルはL字型を採用。これで煩わしいケーブル問題は大幅に軽減。
上蓋との連結はM3ネジ2本で行うことにした。
本音を言えば3本でやりたかったけど、
いろいろと干渉することが分かったから仕方なく(;´Д`)
まぁ、問題ないっしょ。
L字コネクタに合わせて干渉しないように上蓋にカットをいれます。
カットしたところのフタも用意。上蓋と一体化させて造形させます。
ジョイスティックのデュポンコネクタが邪魔になっていた件。
下に折り曲げれば上蓋が干渉せず入ることが分かったので、
1本ずつラジオペンチで曲げて対処。
ボタンはつけなくていいかな~~なんて思っていた時がありました。
でも、ムリ(;´Д`)
ジョイスティックのテストでぐりぐり動かしているとボタンの必要性が沸々と湧いてきます。
まず、ジョイスティックを押しながら方向を操作するのは厳しい。
つまりパンを操作するときは別のボタンを用意するべきかなと思い至りました。
あと、ポイントを複数選択するときにシフトキーを押しながら行いますが、
いちいちキーボードに手を移動してたら面倒で仕方ない。
そのボタンも無いと不便かなと。
つまり最低でも2個は追加しないと実用に乏しいと判断。
ではどんなボタンをどんなふうにつけるのかと考えるに
ORBIONで採用されてるボタンも考えたけど、ちょっと大きすぎてスペースが無い。
あと、やっぱりクリック感がほしいと思いました。
そこでリミットスイッチを採用することに。安いし入手性もいい。
場所は、ロータリーエンコーダーとジョイスティックの間に並べて装備。
リミットスイッチのレバーは上蓋から露出させて直に押すようにします。
使いづらかったらレバーに何か装着しますかね。

ロータリーエンコーダーは上蓋で支えることに。
リミットスイッチも上蓋で。
造形が複雑になるのでFDMだとちょっと苦しいけど、
印刷さえできてしまえば、説明書なしでもすぐに組み立てられるくらい
シンプルなデザインじゃないかなと思う。
印刷は本気モード(;´Д`)
0.2mmノズル装着でベッドの高さもしっかり調整。
強度と長期実用を踏まえABSで印刷。
反り防止のための対策はきっちり。
本来ならば、メッシュベッドを使うべきところだけど、
メッシュベッドはラフトが前提になってしまいます。
ラフトって反りは軽減するけど底面が乱れまくるのよね。
今回は精度重視の印刷なので、ガラスベッドを使いました。
印刷位置が左奥寄りになってますが、
Cetusのようにフレーム片持ちの3Dプリンターは
フレームから遠く離れたところの振動が大きくなりがちです。
印刷物が荒れるので、それを回避するため
なるべく左奥にまとめて印刷を行います。
これも少しでも精度を高めるための工夫です。
完璧です。
7時間のロングランだけども反りはゼロ。
糸引きもなし、底面上面の塗り残しなし。
0.2mmノズルはいいね。仕上がりが美しい。
ただし、詰まり安く、印刷に時間が掛かり、
設定も煮詰めるのにめちゃくちゃ時間が掛かるけど(;´Д`)
バシっと設定が決まっているうちに細かいのも全部印刷してしまいます。
いいね、射出成型みたい(*'▽')
一番の問題は上蓋。
FDMの限界に挑戦といわんばかりの形。サポートは必須になってしまいます。
何回か試したけど、逆さまで印刷したほうがサポートの処理がしやすく
倒壊の心配がなかった。
内側にはロータリーエンコーダーの部分がちょっと制度が必要なので、
サポートがごちゃごちゃつくと整えるのは困難だなと・・。
どうせ磨くのなら外周の方が楽でいいので、
今回は逆さまに印刷したほうがいいと考えた。
でもFDMでこの印刷はやっぱり厳しい。
積層痕が強烈に見えてくる。
球状は0.1mm積層をやめて0.05mm積層ができるならその方が良いと思う。
確実に印刷できるようにするには、パーツを分割して接着剤で連結する形の方がいいかもしれない。
つまりFDM専用のデータを考えるべきと思った。

サポート面が荒れていたので軽く研磨。
ABSなので簡単に削れる。PLAとは違うのだよ、PLAとは(;´Д`)
研磨すると白く変色してしまう。すると積層がより目立って印刷の荒れが目立つ。
でも予定通り。

光硬化パテで積層の隙間を埋めていく。
ついでに積層割れが原因で起きた印刷ミスをプラモ用接着剤やパテで修正。
1日太陽にあてておけばカチカチです(*'▽')

待っている間に光造形で印刷。こちらもサポート跡がすごい(;´Д`)
見た感じはミスはなさそうだ。

裏面もきれいに印刷できているように見えるが、
角が丸くなったり膨らんだりする現象が起きている。
光造形といえども完璧ではないね。

FDM式、SLA式両方で印刷したものを研磨した様子。
FDM式は400番の耐水ペーパー、
SLAは削れやすいので600番の耐水ペーパーで磨きました。
硬さはレジンの方がある感じ、ABSは柔軟さを感じる。
だけど、1mm厚のパーツなので、
力をいれるとABSは積層割れが起きそうな感じ、
レジンの方は力入れて磨くと割れそうな感じ。
もう少し厚みを付けるべきだったかな(;´Д`)

後々積層割れが起きたらイヤなので内側から対策をば。
3Dプリンター用の電熱ヘラで表面をなぞります。
一度溶けて再溶着するので積層割れの恐れが軽減します。
これを施した後は、驚くくらいフニャフニャ感が消えました。

サーフェイサーを吹いてみた。
左が光造形(レジン)、右がFDM(ABS)。
双方、もう少しやすり掛けが必要なことが分かる。
ABSの方は穴の縁をもう少し修正できるかも。

ある程度整ったので塗装。

左が光造形(レジン)、右がFDM(ABS)。
ABSは磨きが足りなかったかな・・少しデコボコが残ってる。
200番で整えてから400番すればよかったかな。
球面だから加減がよくわからん(;´Д`)
まぁ、実用十分だけど。

パーツがそろった(;´Д`) ↑はABS用に用意したパーツ類。
今回ABSとレジンの2種類で印刷したけど、精度的に割と正確なのはABSの方。
上蓋は曲面が多かったので荒まくったけど、
ほかの部品は±0.1mm程度誤差を容認できるなら何も問題はない仕上がり。
0.2mmノズルを使っている効果が絶大、

それに比べレジンはミクロの世界ではかなり美しいけど、
1mmとかいう大きいレベルでゆがみが出ることがある。
ひどいときには3mmも長さが合わないことも。
底板のパーツは綺麗な円になりませんでした。光硬化パテで修正しました。
塗装したから今じゃわからないけどね。
一長一短だなぁ(;´Д`)
次の3Dマウスの記事はこちら
https://randol-news.net/art/00582.html
 2023.01.29 00:17
|
2023.01.29 00:17
|