調整方法を変えてみた
2017.09.12
久しぶりの3Dプリンターネタです。
うちのKosselはより高みを目指したが為に、
自動調整機能を排除しています。
そのため印刷を立て続けに行うと
結構ズレが起きてくるのですが、
その都度調整をしてはいるものの、
調整に時間が掛かる割に、手の感覚に頼る部分が多く、
正確性に欠けるのも事実です。
もはや職人芸(´Д`)ハァ…
そこで、より精度を上げる方法を考えていたところ、
行き着く先はダイヤルゲージを使って調整・・
なんですが、こんな方法は時間ばかり掛かって非効率です。
ではダイヤルゲージのように数値化できて、
アタッチメントも無しで
気軽にできる方法は他にないかと考えたところ、
小型の電子計量器でノズル先端の圧を確認すればいいんじゃない?
と思いつきました。
より細かく量れるものがいいのですが、
一般で買えるものだと0.01gが最小のようです。
トップの写真がソレなのですが、
これが大アタリ(๑´ڡ`๑)
今までにない精度で調整が捗ります。
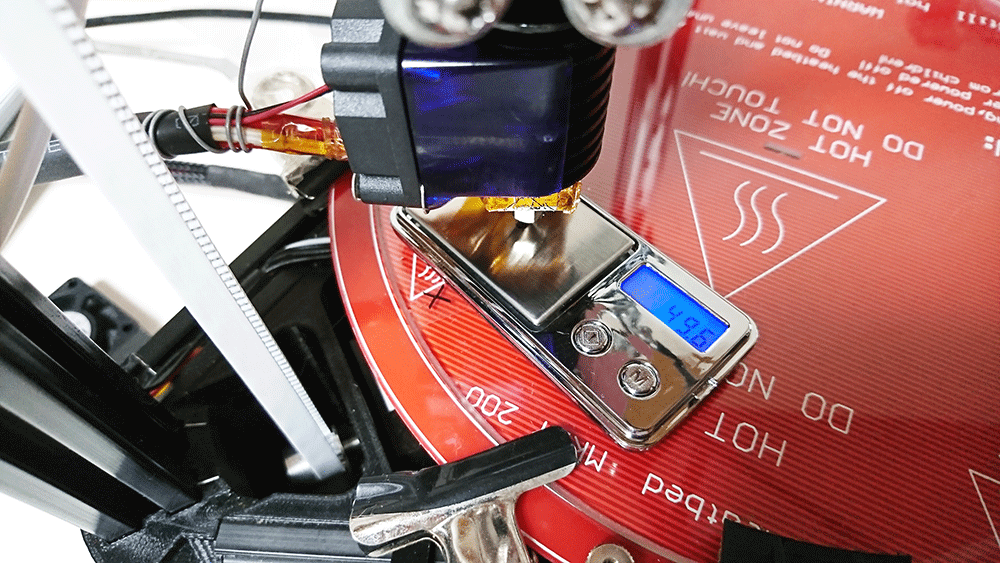
計量器の中央にマジックで点をつけ、
ノズルをそこに接触するまでに下げていきます。
最初は0.1mmずつ下げていき大まかな高さを把握、
その後、0.01mmずつ細かく刻んで接触させるのです。
計量器そのものに厚みがあり
(ノギスで厚みはしっかり把握すること。私のは11mm)
ノズルを数mm程度押し込んでも問題ないので、
従来やっていたMarlinの高さ設定をを多めしてから
高さをを導き出して、最後にまた戻すなんて手間も省けます。
(高さは変わるんですよ、0.xxミリレベルで。
とくにノズル交換後は変わるので、不変と思っている方は試してみて)
0.01mmがどれほどの重さに値するのかを把握(実験して導いてね)
した上でズレを調整するのです。
X,Y,Z軸の調整が今までにない速さで終わらせられます。
この方法を使ったことによって、
Radiusの値もよりカリカリに調整することができました。
あと、ヒートベッドの温度によって、0.1mm程度は簡単に狂うこともわかりました。
(狂うことはわかっていましたが、
どれほど変化があるかは
今まで調べていませんでいた。)
目的の温度(日頃使う温度)にベッドをしっかり温めて、
さらにその状態で暫く放置し、中央だけじゃなく、全体が温まるまで待ってから
調整および印刷が必要と再確認できました。
今回で問題点もより正確にわかりました。
前々からそうだとは思っていましたが、
ポジションをホームに戻したとき、
エンドストップは0.01~0.03mmの範囲で反応誤差がでますね。
これは0.05mmの印刷だと支障が出るレベルです。
光学式への換装を計画しなければいけませんね・・・。
(部品は調達済みなんだけど・・・めんどくさくてやってませんでした。)
 2017.09.12 22:55
|
2017.09.12 22:55
|