APC Smart-UPS 500 LCDのリレー確認
2023.05.26
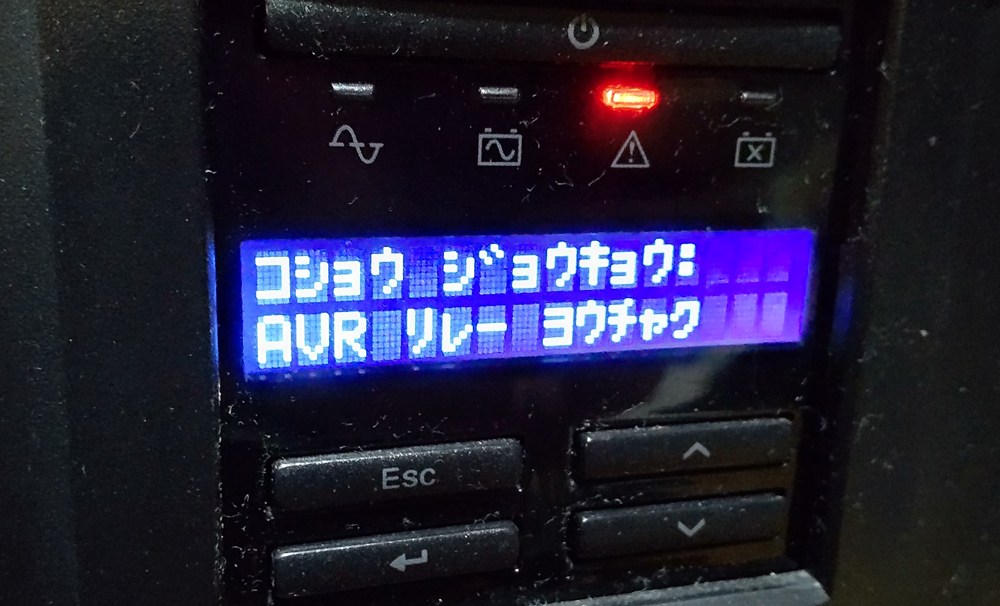
APC Smart-UPS 500 LCDを愛用していましたが、
とうとう出てしまったリレーのエラー。
電源を入れなおせば直ったりしてたんですが、
もう回復せず(;´Д`)
捨てるにはもったいないのですよ。
バッテリーもまだ生きてるし。
ネットを見ると修理してる記事や動画は全くないので、
ほとんどの人が捨ててしまうのかな?
でもエラーメッセージの通り、リレー溶着なのであれば交換すれば直るのでは?
ということでダメもとで交換してみます。
これからの内容は危険が伴うので真似する人がいても自己責任でお願いしますよっと。

まずはリレーの型を知らないとどうにもならないということで
分解から始めます。
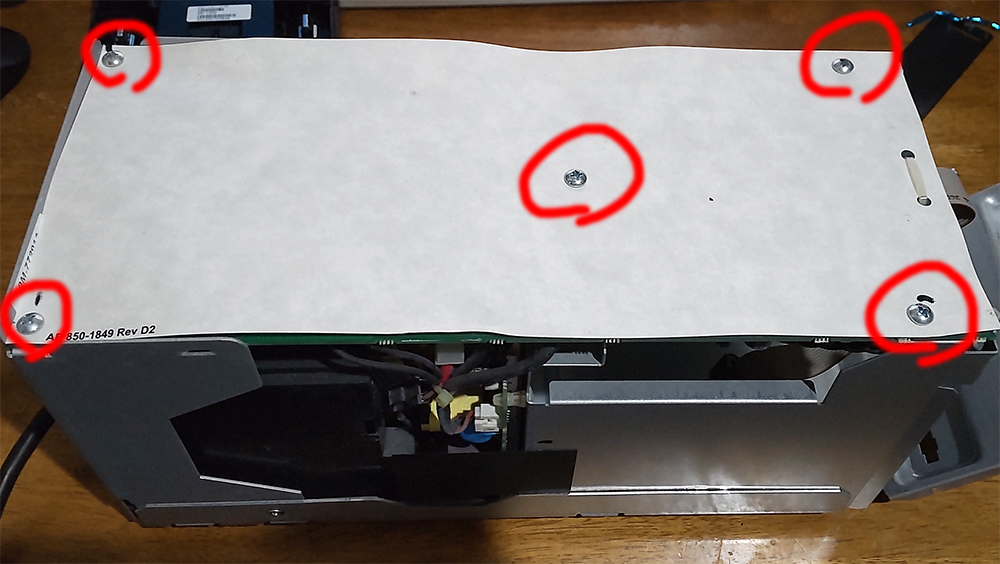
左下赤丸、背面のバッテリーの通電カプラを外して安全性を確保してから、
右上赤丸、2つのネジを外しておきます。
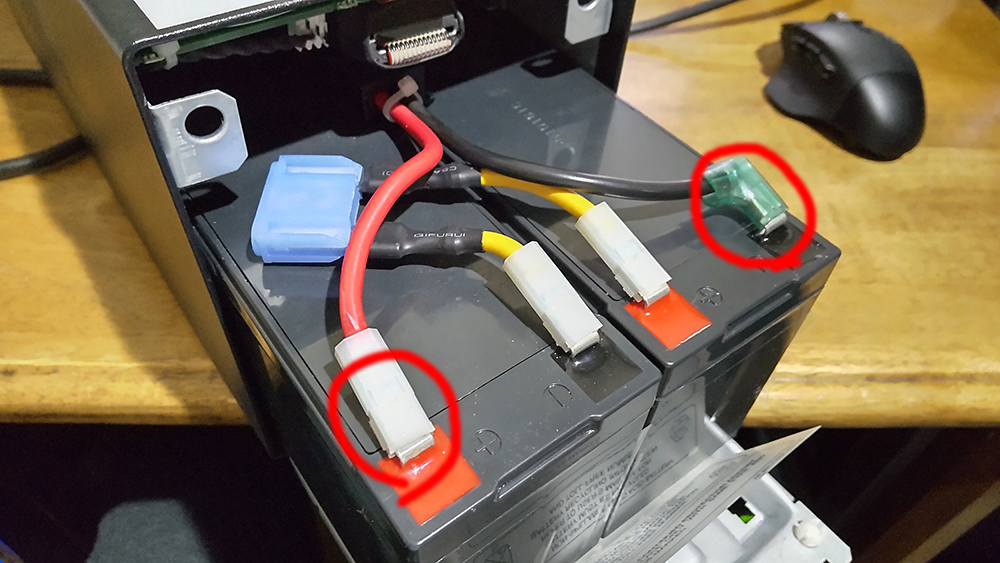
フロントカバーを開けて、中のバッテリーを引っ張り出します。
そしてバッテリーのコネクタを外しておきます。
まぁ配線の終端はコネクタになっているので、
外さなくてもそうそう危険な事にはならないと思うけど、
習慣的なものです(;´Д`)

フロントカバーとフラットケーブルの連結は
何やるにしても邪魔になるなので、コネクタを外しておきます。

底面のネジ4本を外して、上側ケースを外します。
押し広げながらスライドする感じでないと外すことができませんでした。
ちょっと窮屈な仕様ですね。あまり修理を前提としたつくりにはなってない気がします。
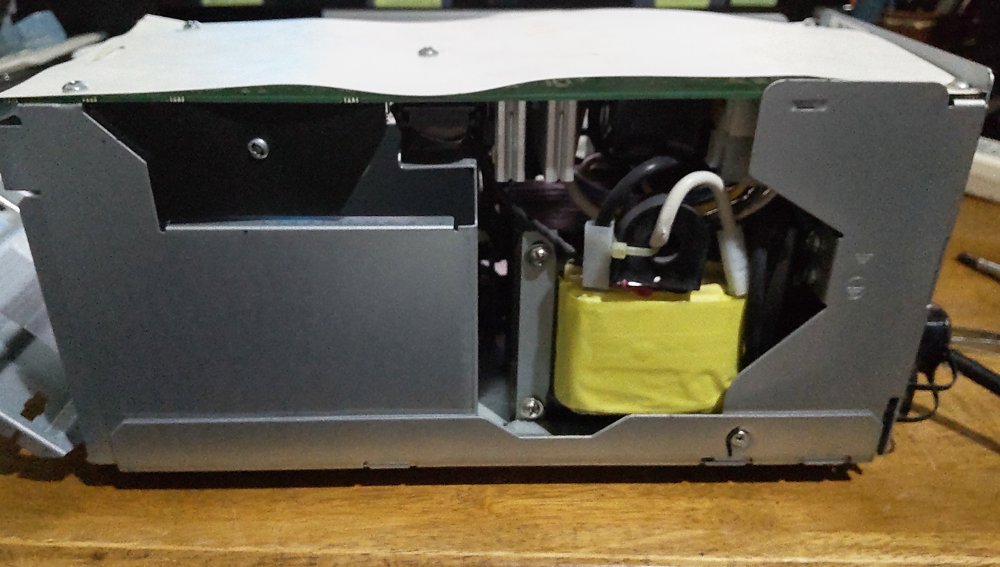
ケースが外れるとこんな感じ。側面からではリレーにたどり着けませんね。
絶縁シートと基板を共止めしているネジを5つ外します。
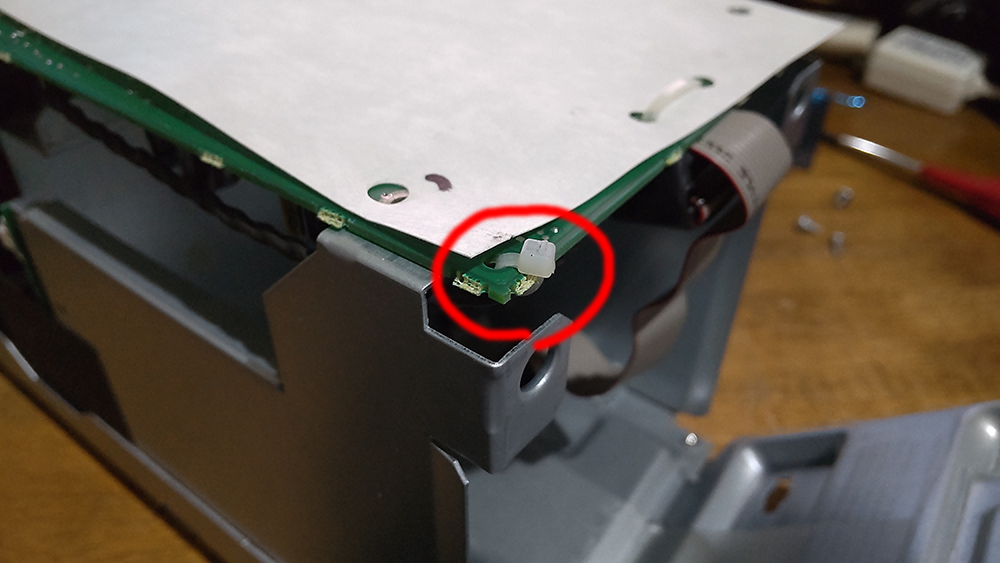
基板の角についているタイラップを切って外します。
このタイラップには裏側にケーブルが隠れているので切断しないように注意。

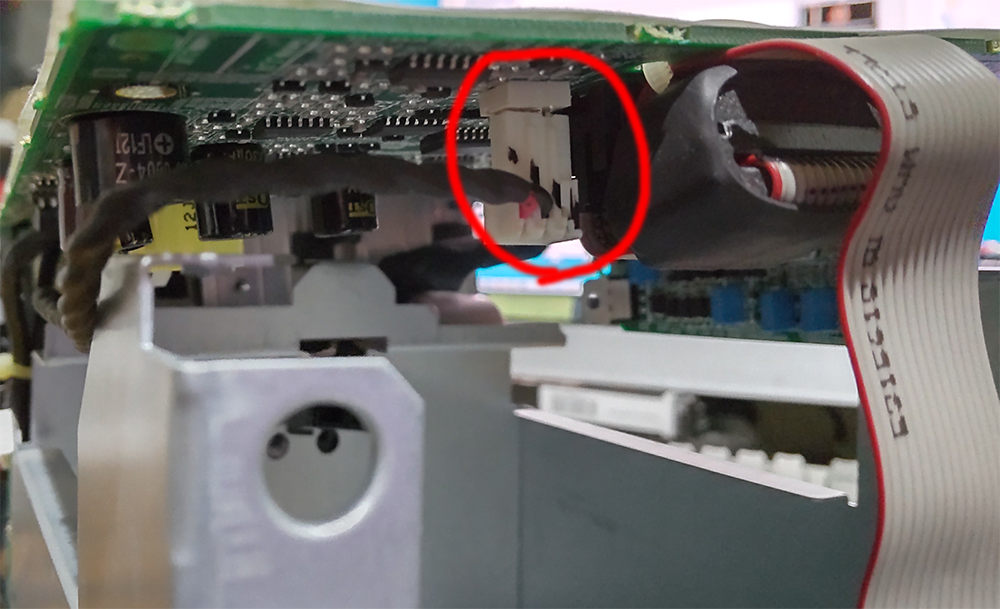
横から見えるコネクタを2つ外します。
フロント側から見て、基板の下に接続されているコネクタを外します。

こちらも同じく側面からアクセスできるカプラを外します。
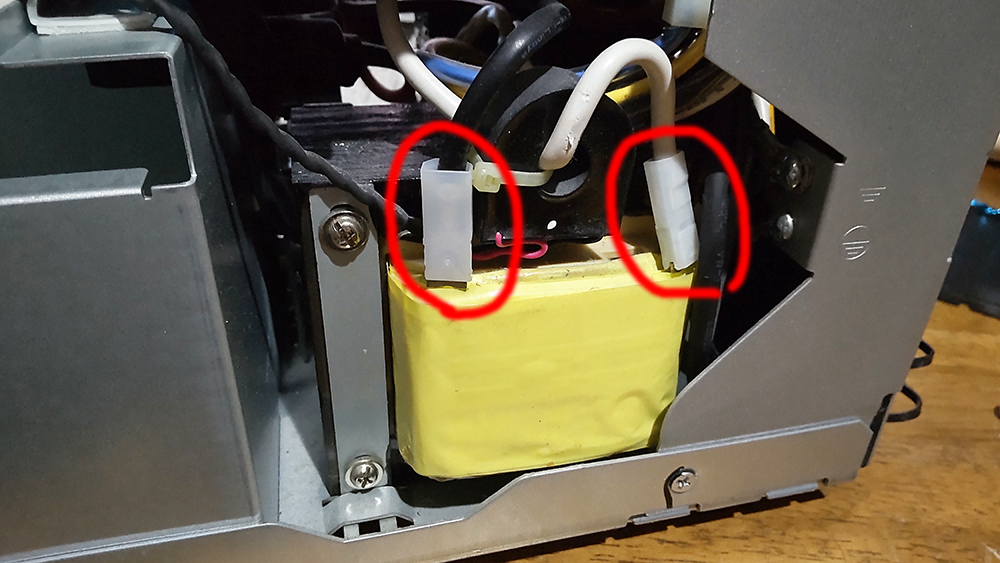
トランスから生えてるコネクタも外します。
左右が分からなくならないように、マーキングもしておきます。

よく見るとフラットケーブルのコネクタも見えます。これも外しておきましょう。
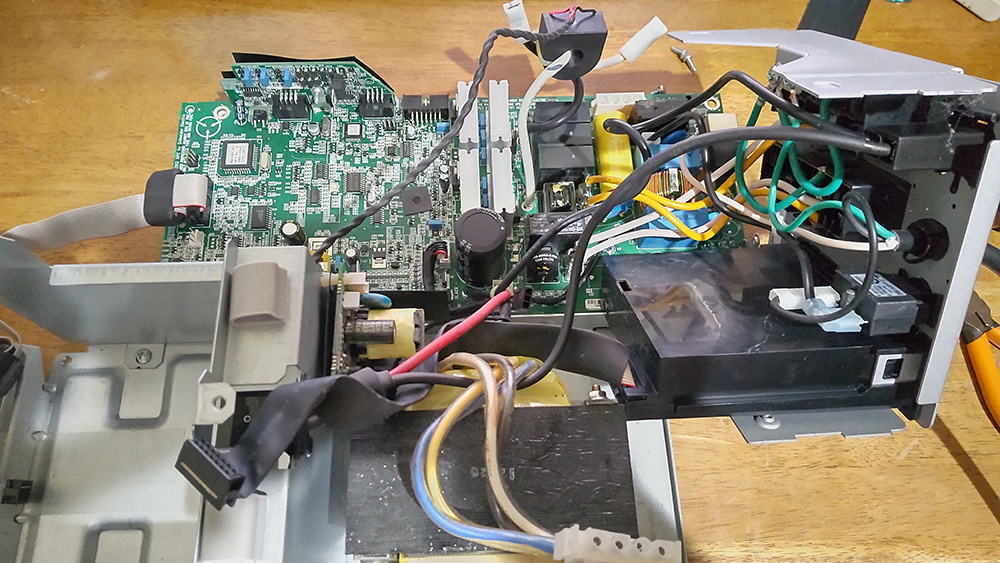
これで基板の表面を見ることができました。
まだ細かい配線がごちゃごちゃ付いてますが、
リレーの型ぐらいは見ることができそうです。
Song Chuan 894H-2AH1-F-S 24VDC
https://www.mouser.jp/ProductDetail/Song-Chuan/894H-2AH1-F-S-24VDC?
qs=nv48%252BDlsQqeNPh6YyQ4%2Fvg%3D%3D
https://ja.aliexpress.com/item/32844280839.html
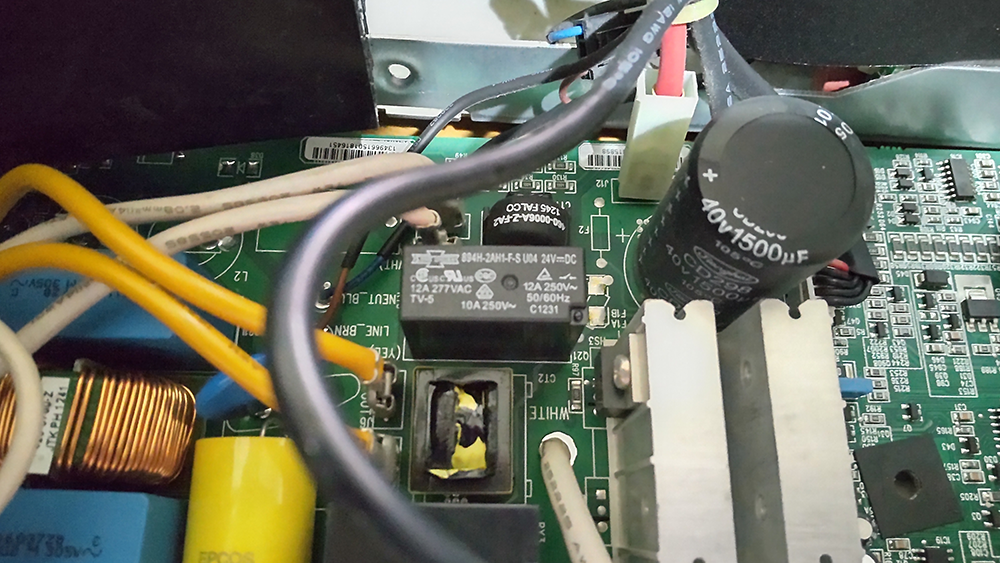
見つかったリレーらしきものは2つ。
どちらも日本のものではないです(;´Д`)
まぁAPCですしねぇ・・。
オムロンUPSならオムロンリレーなんだろうけど・・
日本では手に入れにくいリレーなのでAliexpressから調達します。
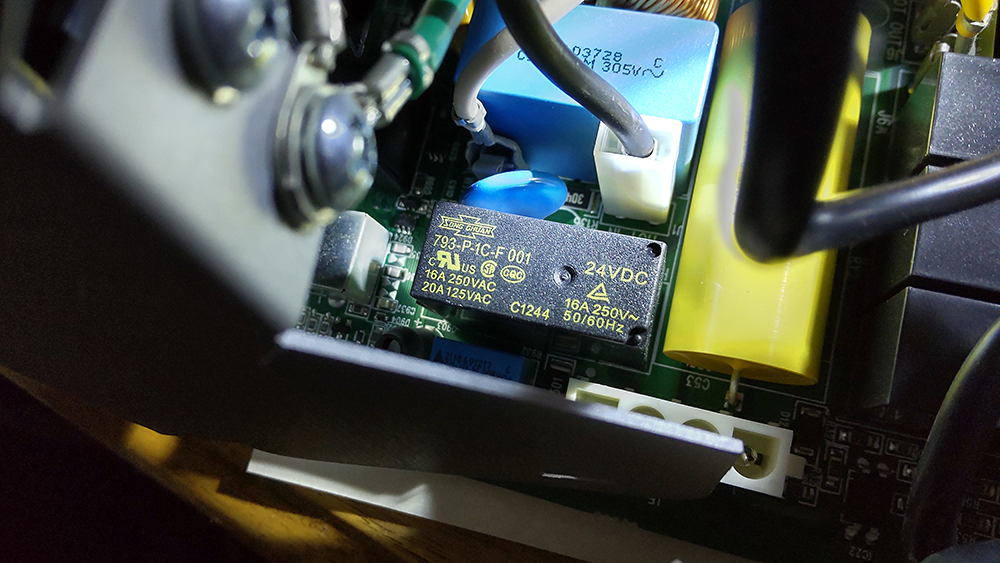
Song Chuan 793-P-1C-F 24VDC
https://www.mouser.jp/ProductDetail/Song-Chuan/793P-1C-S-24VDC?qs=RJ0JL0kt8Yy9VFFsmkMRow%3D%3D
https://ja.aliexpress.com/item/32843470747.html
もう一つのリレーはこれ。
カタログは793-P-1C-Sで微妙に搭載しているものと型番が違うのですが、
F型は全く手に入らないのでその代用です。
S型もF型もフラックスが中に入らないようにする仕組みがあって、
その方法の違いで型番が分かれているだけです。
電気的、形状的仕様は一緒なので使えるはず。
私はスペックシートを読み解いて国産メーカーのリレーに代用できるほど詳しくないので、
同じものを注文します。ビビリなので(;´Д`)
https://www.fa.omron.co.jp/products/family/2836/dimension.html
んでも793-P-1C-FはオムロンのG2R-1-Eが
894H-2AH1-F-SはG2R-2A4 DC24が代用できそうな気がする。
とりあえず届くまでは時間かかるので、ひとまずはこのまま放置かな(;´Д`)
 2023.05.26 23:39
|
2023.05.26 23:39
| 


CASIO EX-word 保護フィルムが正しく貼られていない可能性があります
2023.04.29
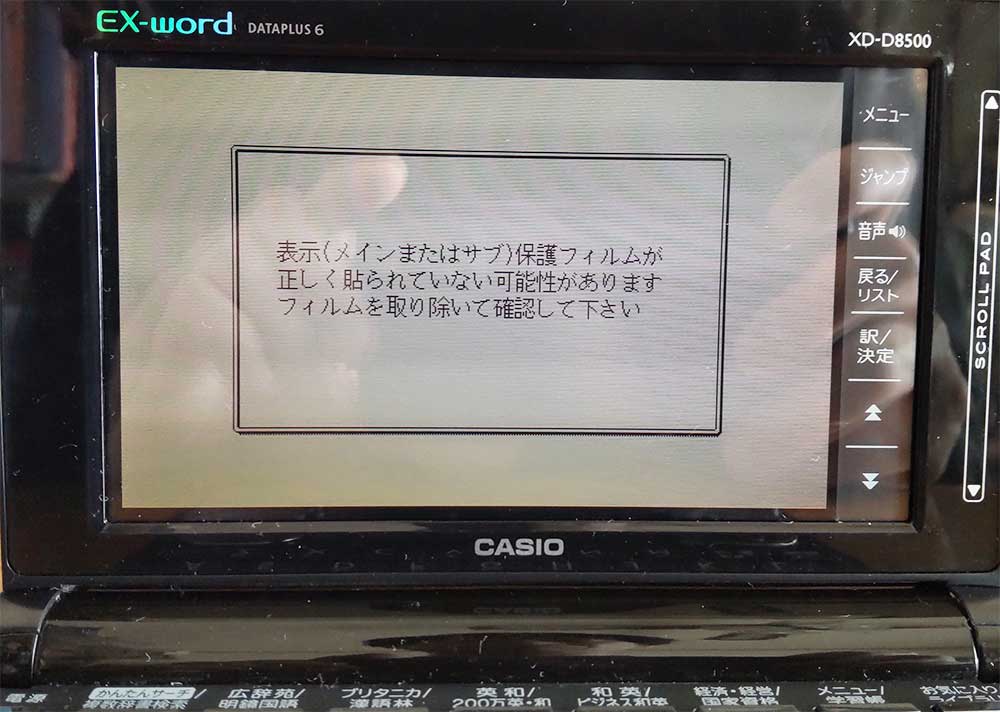
「表示(メインまたはサブ)保護フィルムが正しく貼られていない可能性があります
フィルムを取り除いて確認してください」
このメッセージが出て動作不能に陥りました。
電源ボタンも受け付けません。
電池を抜くか、リセットしかできないのですが、
それらを行っても、この画面が出てしまい使えません。
私は液晶フィルムを使っていないので、
液晶のデジタイザ異常の可能性が高いと判断しました。
うちの電子手帳はXD-D8500というモデル。
2012年1月24日発売なのでもう11年も前の商品です。
パソコンと違い使用頻度は極端に少なくタッチでの操作はあまりしないので、
故障というよりは経年劣化による接触不良の類なのではと予想しました。
まずは開けてみないと話が始まらないということで、
裏ブタのネジを外していきます。
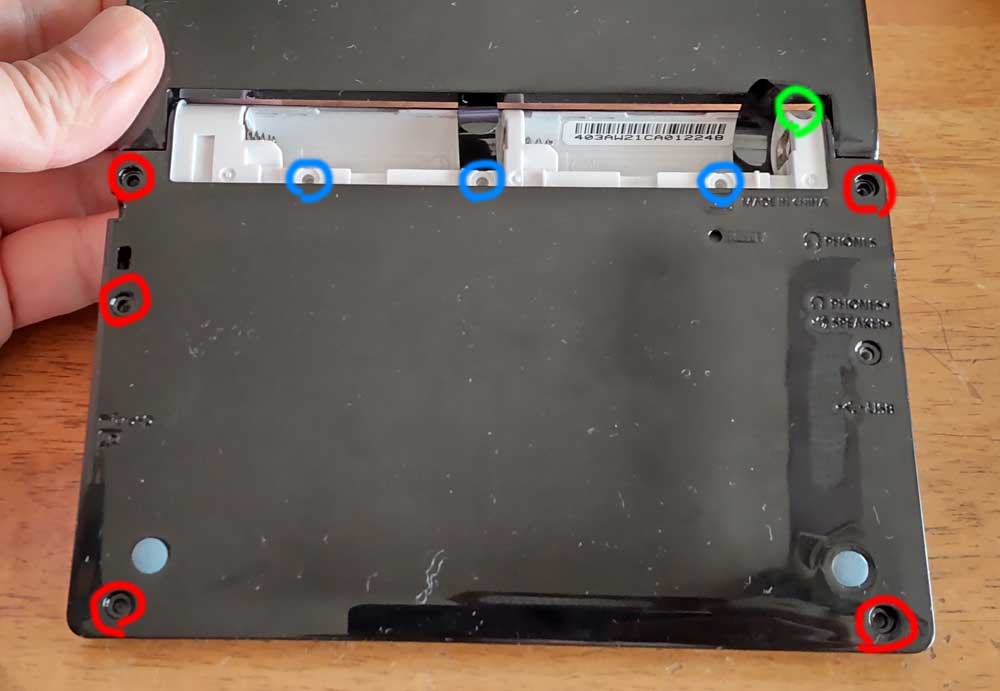
裏蓋を外すためのネジは9本で3種類。
緑丸のネジは青丸のネジと同じように見えますが、少し長いので間違えないように注意。
ネジを外しても爪で引っかかっているので簡単には外れません。

私はこのようなツールを使って外します。これはホチキスの針を抜く道具なんですけど応用です。
ただし、今回の電子辞書のようにピアノブラック塗装しているようなものは
傷がつくことは避けられませんので
ある程度覚悟は必要です。
w
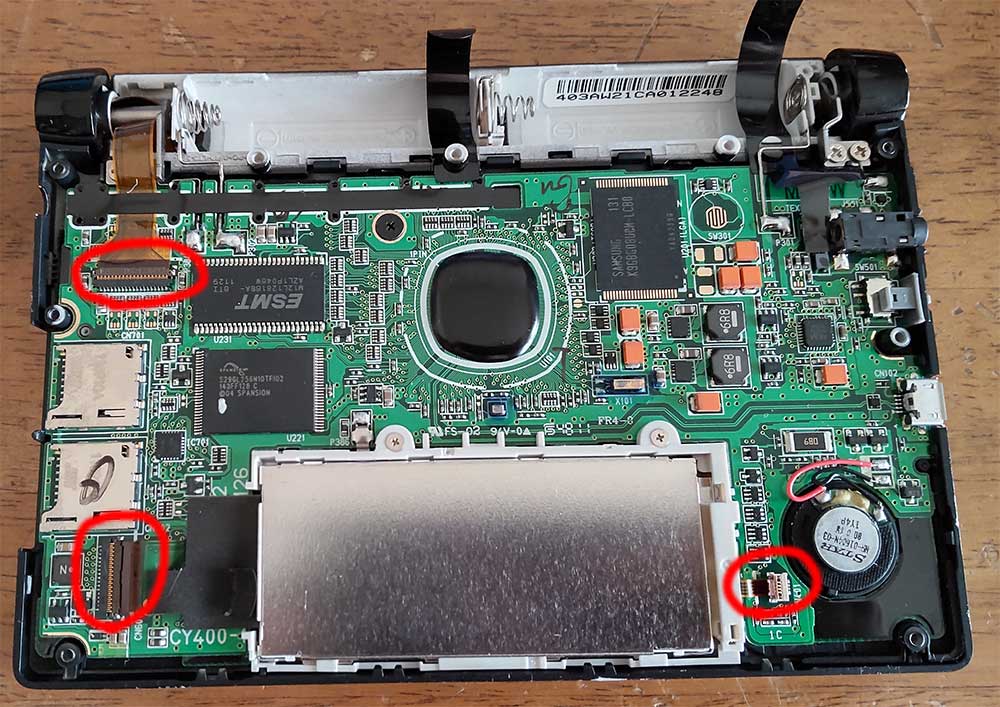
裏蓋が外れるとメイン基盤が見えます。
液晶に繋がるフラットケーブルにもアクセスできるので、
これ以上の分解は必要ありませんでした。
液晶が2枚あるのですが、どちらが異常なのかわからないので、
両方処置します。
左側の2か所は大きいフラットケーブルですが、
これらは映像とデジタイザが合わさっていると想像します。
で、右下の小さいコネクタはいまいち用途はわからないのですが、
バックライトではないかなーと・・
解明してると日が暮れるので全部の端子をキレイにしておけば問題ないだろう(;´Д`)
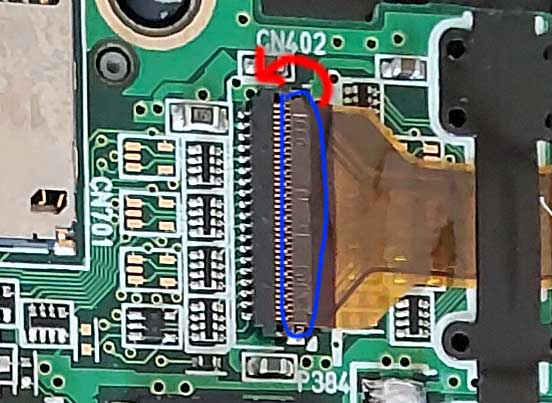
コネクタは、フラットケーブル側の押さえを起こすタイプ。
青丸部分を起こせばケーブルを外せます。
結構な力が無いと外れないくせに壊れやすくもあるので慎重さが必要な瞬間です。
一点に力を与えて起こすよりは、面で均等に起こした方が安全かもしれません。
ここは経験とセンスが必要です(;´Д`)

フラットケーブルを外したら、エレクトリッククリーナーと
接点復活スプレーをかけるので周辺をマスキング。
自信が無ければスプレーじゃなく、何か注射器のようなもので塗布したほうがいいかも?

接点復活スプレーはいつものコレ。
私は端子に直接プシューと少量掛けますが、フラットケーブル側には綿棒にスプレーして、
綿棒をやさしく当てるようにしました。なるだけやさしく。
あとは組み上げて動作確認。
例のエラーはでなくなりましたとさ。
今回は端子の不良でしたね。
新品で買うと高いですからね、直ってよかったです。
最近子供が勉強で使うようになったのでもう少し長持ちしてほしいです(;´Д`)
これで直らないケースもありますし、逆に症状を悪化させてしまうこともありますので、
あくまで自己責任で・・
【JB23W ジムニー】VANTRUE E1をジムニーに取り付ける
2023.04.25

いよいよ、使ってるドラレコが壊れてしまいました。
異常個所はバッテリーではなく基板?
今の時代リポバッテリー式なんて時代遅れだし、
バッテリーの寿命の度に交換するのも嫌だし
今回の故障は買い替えのいい機会かな(;´Д`)
悩みに悩んだけど、値段と性能、安定性などを踏まえて考えると、
日本製は今一歩。安定性はあるけど性能と値段がダメなのよね。
ドラレコに限って言えば中国製は上から下まで層が厚い。
底辺の中華ドラレコは使えないのか?と思い調べてみたところ
数千円で買えるものはどれも問題を抱えているみたい。
GPSが無い、WiFiが繋がらない、スーパーキャパシタ使ってない、
スマホのアプリがダウンロードできないとか
しっかり調べないとホント怖い。性能詐欺なんて当たり前のようだ。
結局VANTRUEかVIOFOのどれかでいいか・・となるわけで、
ほどよい価格帯となると、VANTRUEのE1かN2Sが妥当か・・。
両者まったく特徴が違うドラレコなんですが、
室内を録画するか、しないかが一番の分かれ目。
しないならE1がベスト。
現在amazonで19900円から4000円引きのセールしてました。
コスパ最高!(*'▽')

2592*1944Pの解像度、Wi-Fi、GPS、音声コマンド、リモコンが標準装備です。
(駐車監視入れると解像度が下がっちゃうみたいだけどね・・)
新しく出たE3買えばいいじゃん?って声が聞こえてきそうですが、
あれは高いのでムリ(;´Д`)
常に最先端をお求める人用です。
庶民には必要ありません。
今回のドラレコは専用配線も別に購入し、駐車監視を取り入れたいと思います。
そのためには常時12Vとアクセサリーの2系統が必要になります。
一昔前はバッテリーから直に引っ張ってきたものですが、
最近の流行りは室内のヒューズボックスからなのですね。
専用配線もその形になっていました。
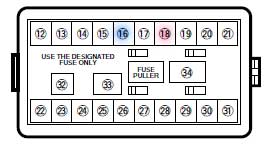
※画像は整備マニュアルからの引用です
JB23Wは前期と後期でヒューズボックスの並びが違うようです。
5型は後期に該当します。
私はアクセサリーはシガー(青色マーカー)から、
常時12Vはホーン(ピンクマーカー)からとります。
万が一ドラレコの影響でヒューズが死んでも
走行中に事故に繋がらないのを選んだつもりです。
RADIO・DOMEを選ぶ人がいますが、
ATコントローラを兼ねているようなので私は敬遠しました。
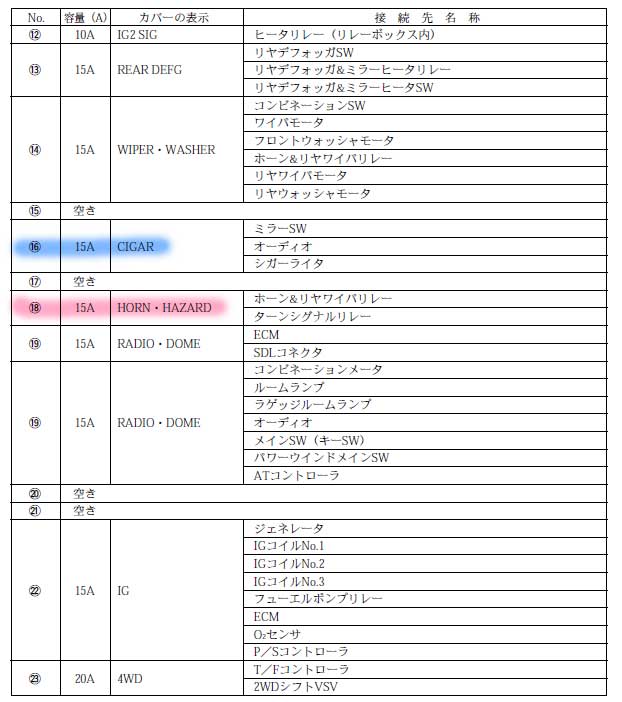
駐車監視専用の直結電源ケーブルも買ってあるのですが、
同梱しているものにちょっと違和感が・・・
様々な形のヒューズボックスからとれるように
4種類の平型ヒューズホルダーを用意してくれているのですが、
これらは常時12V用です。
ACC用はどこ?
同梱されていません(;´Д`)
4種類のヒューズホルダーを2組ずつ用意してくれればいいのに
なぜこんな中途半端なことを・・・
他の製品だと、ACCはギボシではなくそのままヒューズホルダーが付いているようですが、
この製品はなぜかギボシ・・ 同梱し忘れたのかな?(;´Д`)
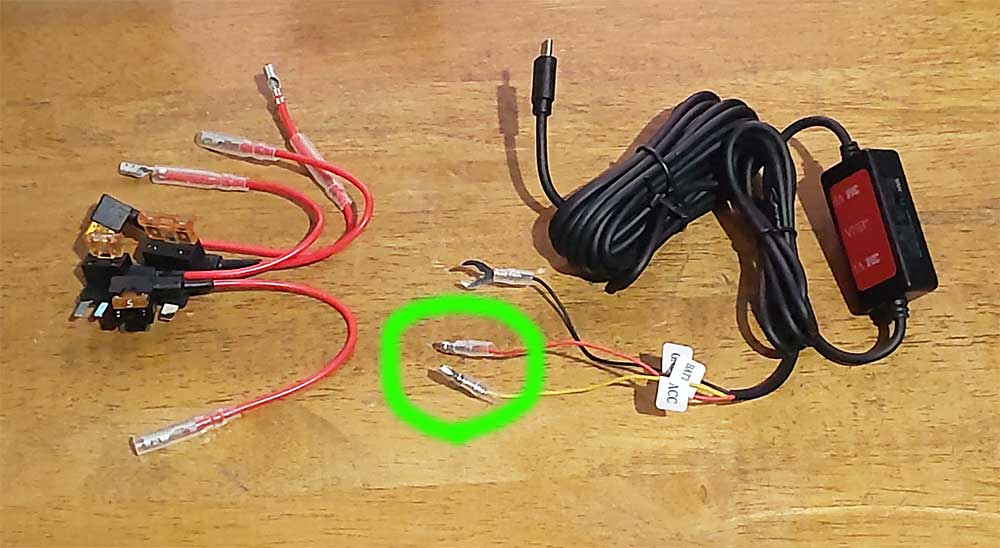
ショップに問い合わせたところ、
「ACC用は同梱していない。説明書や紹介サイトにある画像は古いもので
今はヒューズ無しで終端がギボシになっている」
との回答。
回答はまだ続きがあり、
「四種類のヒューズが付属されていますが、
もしACC端子に適用なヒューズホルダーがない場合は
写真の様に車体側のヒューズに巻き付けて使ってください。」
とのこと。

いやぁ、これはあかんでしょう(;´Д`)
何かの拍子に抜けてしまったり接触不良の原因になります・・
せっかくいい製品を作っているのに最後の詰めはやっぱり中国人だなと・・
これは対策が必要です。
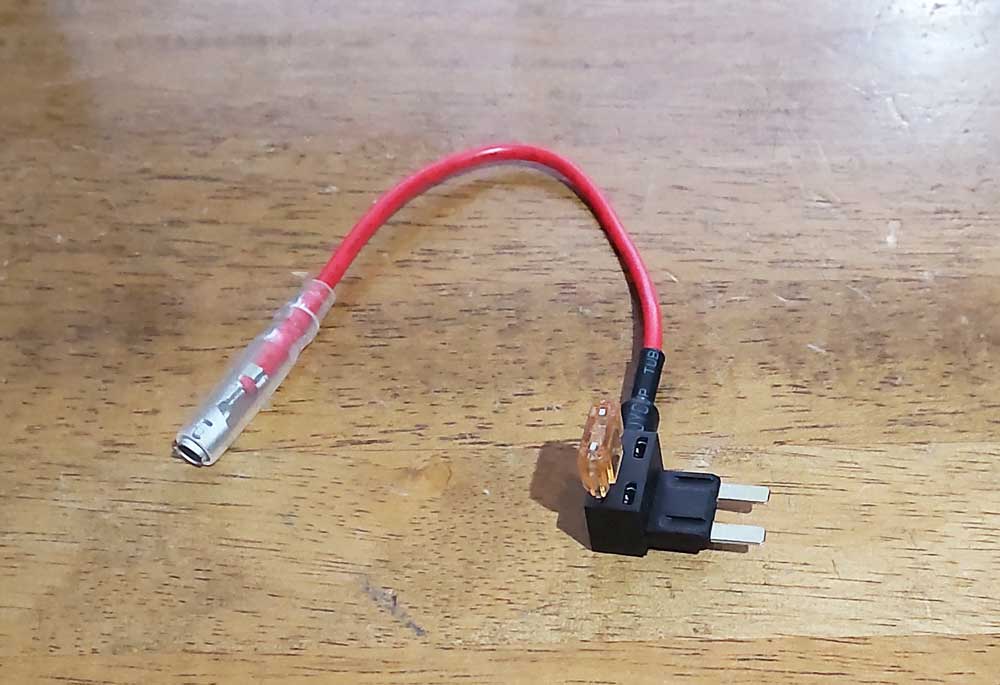
JB23Wはエンジンルーム側は低い背のヒューズが使われているが、
室内側は一般的なminiのヒューズを使っている。
つまり↑と同じものを用意しなくてはいけない。

結局ホームセンターに行ってエーモンのを買ってきましたよ。
常時12Vが赤線になるのでACC用に青を買いました。

さて本体を全体的に見渡してみると、平面的なサイズはかなり小さいですが、
奥行きがかなりあるのでバックミラーの後ろには入りそうもないです。

このドラレコ、SDカードを買ってから知ったのですが、
SANDISKとすこぶる相性が悪いらしい(;´Д`)
相性がいいのはサムスンだとか・・・
せっかく買ったのでとりあえず挿しておきます。

試しにUSBケーブルを挿して通電してみます。
正常に立ち上がりました。初期不良は大丈夫かな。
最初の立ち上げなので言語を確認してきました。

液晶はタッチパネルではないので、
底面に隠れているボタン3つを駆使して選択していく必要があります。
右に移動して日本語を探し出し決定。

次は世界標準時刻の地域指定。

年月日の表示形式設定。

日付と時刻の設定。

速度の表記設定、日本はキロメートルなのでKM/H

SDカードが入ってたらフォーマットの確認をしてきます。

ドラレコ独自の保存方法だったら困るので、本体でのフォーマットは必須です。

これでドラレコの初期設定は完了です。
とりあえずこの段階ではSDカードのエラーは無いようでした。

あ

足元からのぞき込むような感じでヒューズボックスを探します。
思ったよりも小さいです。

ヒューズボックスのフタを外した様子。
フタのサイズを見るだけでかなり小さいのが分かります。
タバコ1個分くらいといえばわかりやすいかな。
フタの裏側には予備のヒューズが隠されていましたが、端子が錆びてて微妙な感じ。
年季を感じますね(;´Д`)
車が2005年製なので、おそらく18年前から変わらずなのでしょう・・

下から覗いたヒューズボックスの様子。
予定していた場所から2本電源を取ります。
青線をアクセサリーとして、赤線を常時12Vとして。
まぁ一目見てわかる人はわかると思いますが、
Vantrueのコードを使うと、
ヒューズボックスのフタは付けられません(;´Д`)

ドラレコ本体は助手席側のミラー横に。
運転席側につけようとも思ったけど意外と圧迫感を感じたので助手席にしました。

配線を隠すために運転席のAピラーを外した時の悲劇(;´Д`)
クリップがピラーの中に脱落。もう救うことはできません・・・
正確に言うとスピーカーを外して
そのスキマからピックアップツールを駆使すれば取れるらしいですが、
マイクロスコープとかないと困難らしいので諦めます・・・

幸い予備が2個あったので事なきを得ましたが、また追加注文しとかないと・・

GND線をどうしようか悩みました。
意外と良いところがない。
ブレーキとかアクセルとか走行に関係がある部分には付けたくないし、
程よいボルトが見える部分に全然ないのだ(;´Д`)
仕方ないのでドアヒンジ近くの、ダッシュボード固定ネジに取り付けました。
ネジが長めだったので、先端にナットとワッシャーを付けてでガッチリ固定。
テスタでこことバッテリーのマイナス端子の導通テストを行い問題ないことも確認

引きで写真を撮ってみました。赤丸のところがGNDを取り付けたところです。
どのネジかわかっていただけると思います。

エンジンをかけて確認。
正常に動いているようです。
とりあえず初期不良はなさそう。
駐車監視モードを有効にしてエンジンを切ってみる。
5分間待機し何事もなければ駐車監視モードの動体検知に切り替わるようです。
さらにその後3分経つと、液晶が消えるという仕組み。
駐車監視用の専用線を使っているので
バッテリー電圧が12Vを下回ると
勝手にカットオフを行いバッテリー上がりを予防する仕組みになっています。
一般的に軽のバッテリーは容量が少ないのですぐに上がりやすいのですが、
うちのジムニー、普通車用のカオスバッテリーを入れているので
そうそう上がることは無いでしょう。
で、SANDISKの相性なんですが、うちも起きました(;´Д`)
走行中は問題ないのですが、駐車監視ではSDカードエラーが頻発します。なぜ?
シリコンパワーでも試してみましたがダメ。
結局サムスン製でSDカードを買いなおし今テスト中となります。
結果が分かったら、ここに追記します。
※後日追記 2023/4/29

サムスン製のSDカードを使うことでSDカードエラーが出ることは無くなりました。
しかし別の問題が発生。
WiFi接続をした後、スマホ側でのアプリの終了と本体のWiFiモードをしっかり終了させておかないと
エンジンを止めて駐車監視に切り替わった時、
写真のような画面になってハングアップしている症状がありました。
次に車へ乗り込むまでこのおかしい挙動は気が付けませんね・・・
この症状は本体の操作を一切受け付けず、
電源を長押しで切るかUSBケーブルを抜くかしないと復帰しません。
このマークが表示されてハングアップしている最中は録画もされていません(;´Д`)
緊急時以外はWiFi接続はひかえた方が良いようです。