ドライブレコーダーの台座を作る
2017.05.05
先日、アコードハイブリッドの
リアドライブカメラが設置できなかった件で
後日3Dプリンターで台座を作るという話で終わっていました。
実際に作成してみましたのでそのまとめをします。
データの作成はいつものAutodesk Fusion360
プロ用でありながら無償且つ制限なしで使えるという、
とてもありがたいソフトでございます。
さて、いきなり問題に直面ですが、
うちのドライブレコーダー、スーパーノヴァ君は
湾曲部分が多すぎて、ノギスでは正確な図面は引けそうにありません。


台座なのでミリ単位を競うわけではないですから、
仕方ないので、物づくりではあまりお勧めできない方法を取ることにします。
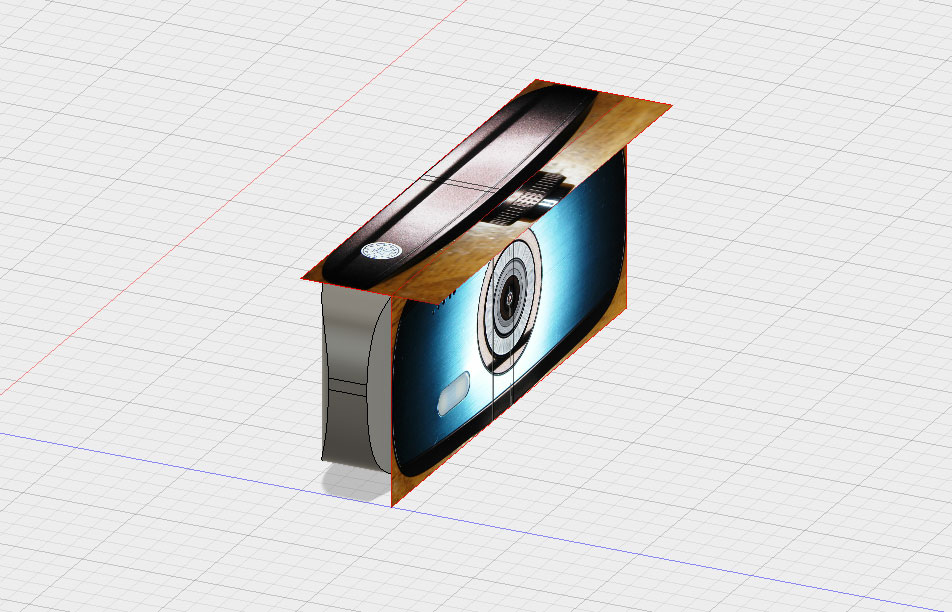
それは写真投影法ナリ
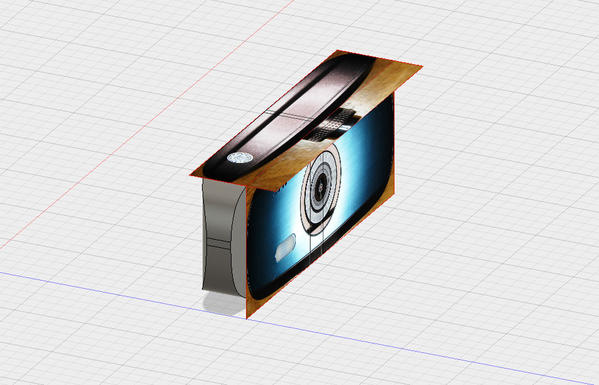
撮った写真を元に図面を起こす方法ですが、
この方法は遠近、傾き等で寸法がくるってしまうのが問題。
でも台座なんで、穴は大きめに作ることから、
多少寸法が狂っても問題ないということで、今回は妥協しました。

できたドライブレコーダーのひな型がコレ↑
液晶の位置と、レンズの位置が分かれば
台座の穴の深さが決まるので、これだけ形が分かれば十分。
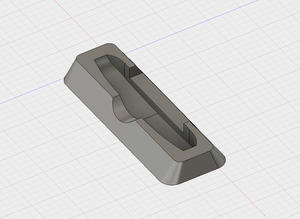
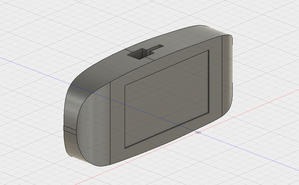
出来た! (*´▽`*)
ドライブレコーダーは2%程大きく設定し、穴を掘りました。
高さはドライブレコーダーの2/5は隠れる感じなので、
台座から外れて倒れないと思うけど、どうかな・・・
ま、試してみないとわからないよねぇ~~
台座とドラレコを両面テープでくっつけよう(*´Д`)
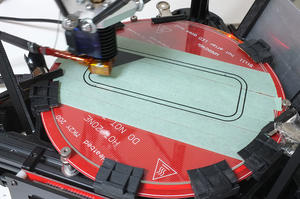
炎天下にさらされるのでABSで作成。
作成時に反るとやり直しなので、インフィル(密度)は20%とあえて少なめに。
0.1mm積層で作ってみます。作成時間は2時間50分予定。
では試作開始。
ありゃ?水平が甘い。暫く使っていなかったから、少しずれが起きたかな。
本番では調整せねば・・
作成中の動画も上げておきます。
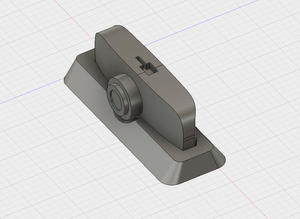
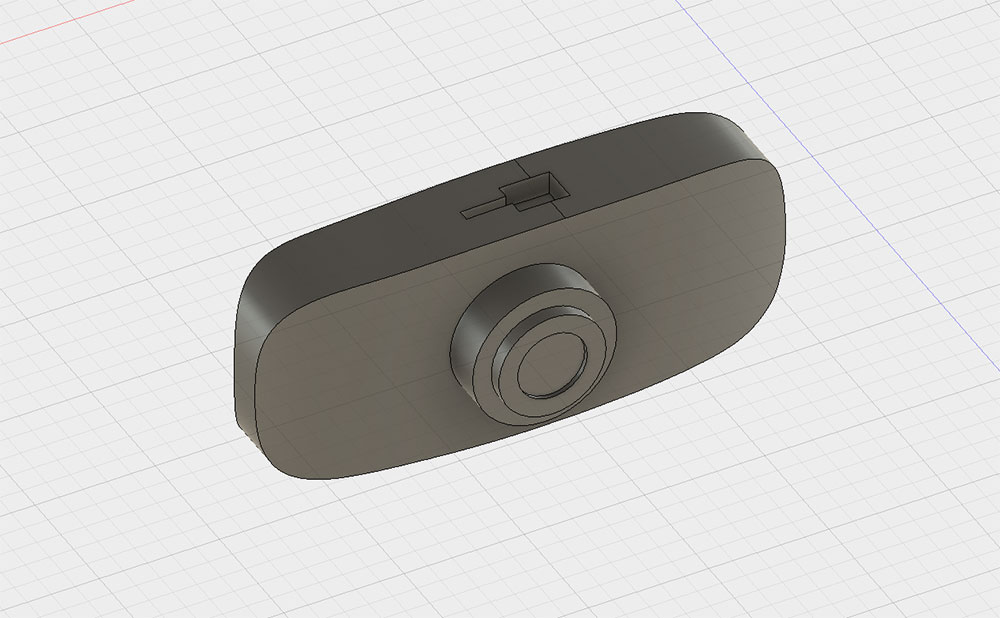
そして出来上がったのがこちら↓

うーん、誤って上面のレイヤー数を2枚にしてたのと、
インフィルが少ないので、橋渡しが上手くできず、
ところどころ穴が開いているところがありますね。
気温が上がってきたことで設定温度が高すぎたのかもしれません。
いろんな要因が相まって、大失敗。


形状は悪くない。
ただ穴を少し大きくしすぎたかな。遊びが大きい。
いや、穴の底面がフラットになっている。これはおかしい。
印刷の設定を間違ったかな。
あと、ボタンが思いのほか食いこんでいて、
これ以上深く入るとボタンが押しっぱなし状態になりそう。
失敗作だったけど、問題点の洗い出しには十分役立ってくれてますね。
そして、実際に置いた状態でのテストをします。

高さが甘い。ストップランプの出っ張りが邪魔して視界が半分持っていかれてる。
あと1cmほど高くていいかな。それでも1/3は隠れてしまうのだけど
試作台座の穴が未熟なので、これが正常だとで5mm沈み込むとして、
1.5cmは高くしないとダメかも。
それ以上高くすると後ろの視界を妨げるので運転に支障がでるね。
あとは、極端に高くして後部中央のヘッドレスト真裏に置くというのもありかな・・
次回作は未定。時間ができたときに~~ (´・ω・`)
リアドライブカメラが設置できなかった件で
後日3Dプリンターで台座を作るという話で終わっていました。
実際に作成してみましたのでそのまとめをします。
データの作成はいつものAutodesk Fusion360
プロ用でありながら無償且つ制限なしで使えるという、
とてもありがたいソフトでございます。
さて、いきなり問題に直面ですが、
うちのドライブレコーダー、スーパーノヴァ君は
湾曲部分が多すぎて、ノギスでは正確な図面は引けそうにありません。


台座なのでミリ単位を競うわけではないですから、
仕方ないので、物づくりではあまりお勧めできない方法を取ることにします。
それは写真投影法ナリ
撮った写真を元に図面を起こす方法ですが、
この方法は遠近、傾き等で寸法がくるってしまうのが問題。
でも台座なんで、穴は大きめに作ることから、
多少寸法が狂っても問題ないということで、今回は妥協しました。
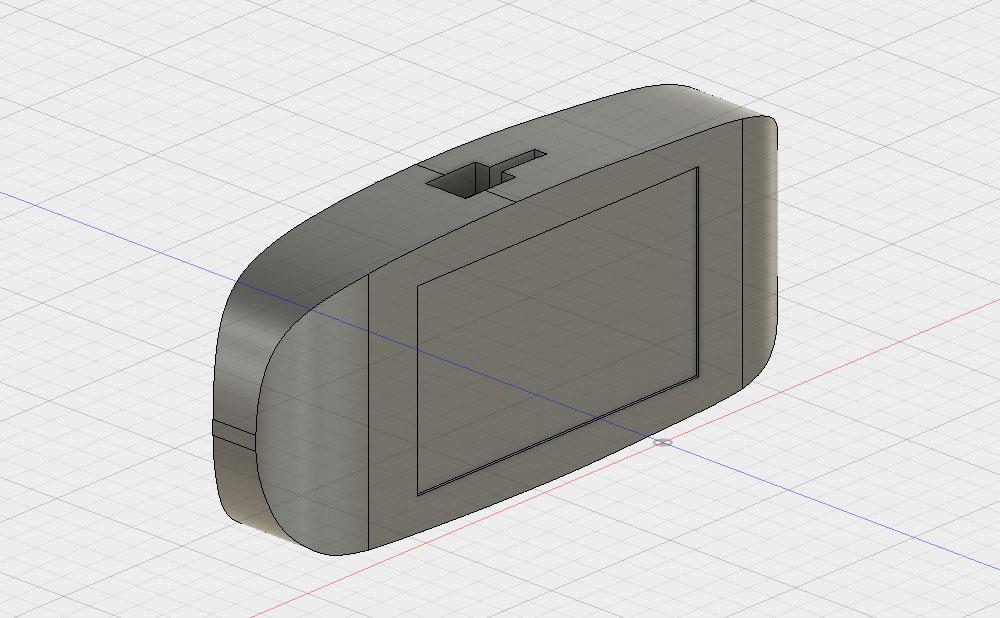
できたドライブレコーダーのひな型がコレ↑
液晶の位置と、レンズの位置が分かれば
台座の穴の深さが決まるので、これだけ形が分かれば十分。
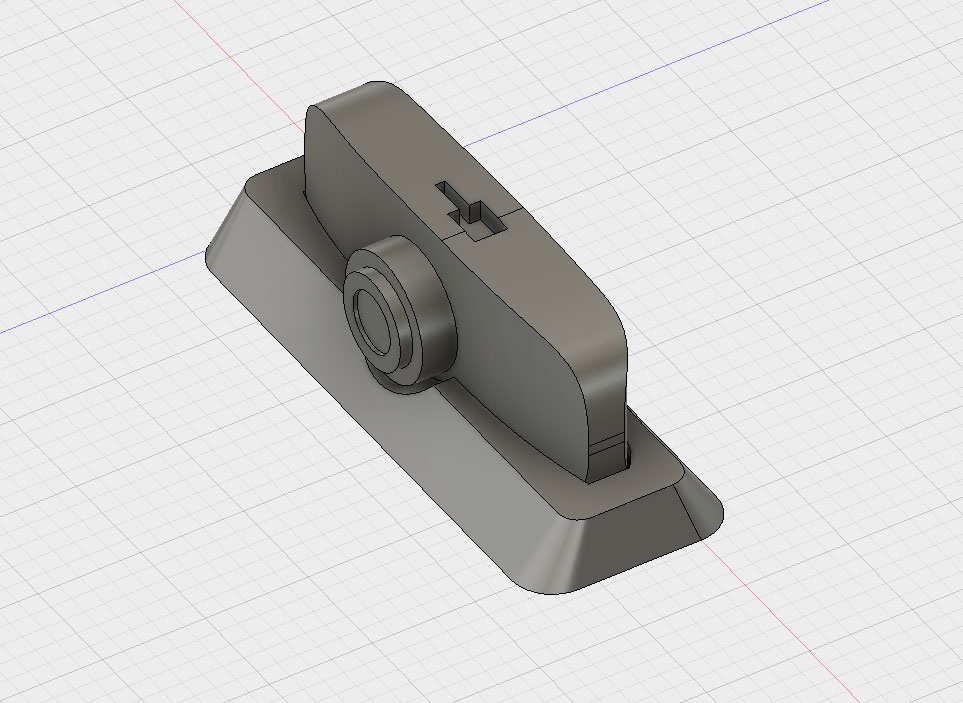
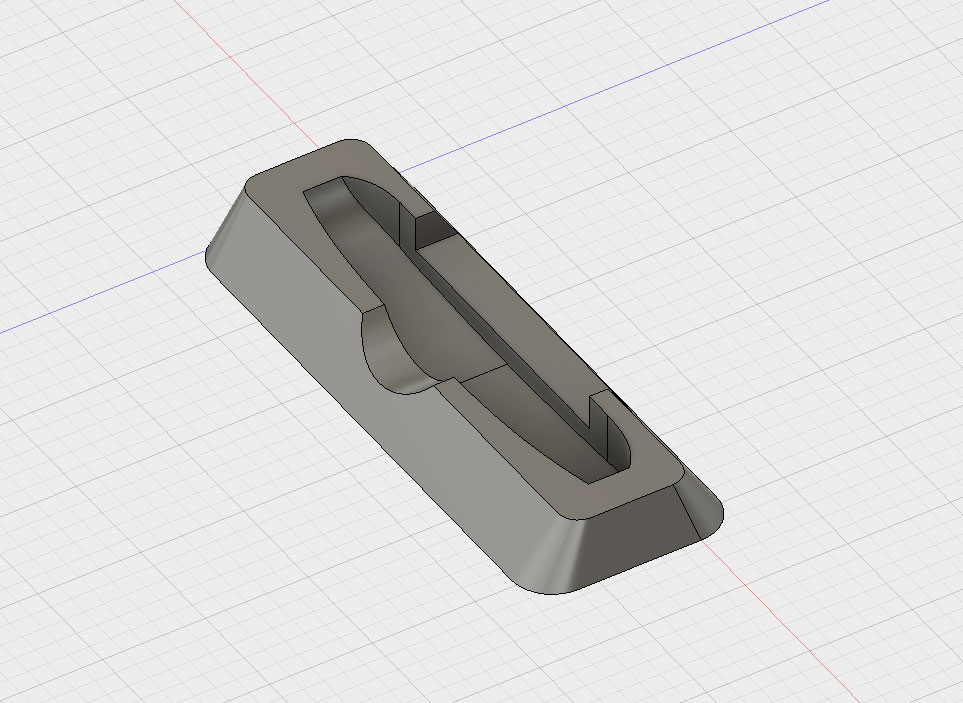
出来た! (*´▽`*)
ドライブレコーダーは2%程大きく設定し、穴を掘りました。
高さはドライブレコーダーの2/5は隠れる感じなので、
台座から外れて倒れないと思うけど、どうかな・・・
ま、試してみないとわからないよねぇ~~
台座とドラレコを両面テープでくっつけよう(*´Д`)
炎天下にさらされるのでABSで作成。
作成時に反るとやり直しなので、インフィル(密度)は20%とあえて少なめに。
0.1mm積層で作ってみます。作成時間は2時間50分予定。
では試作開始。
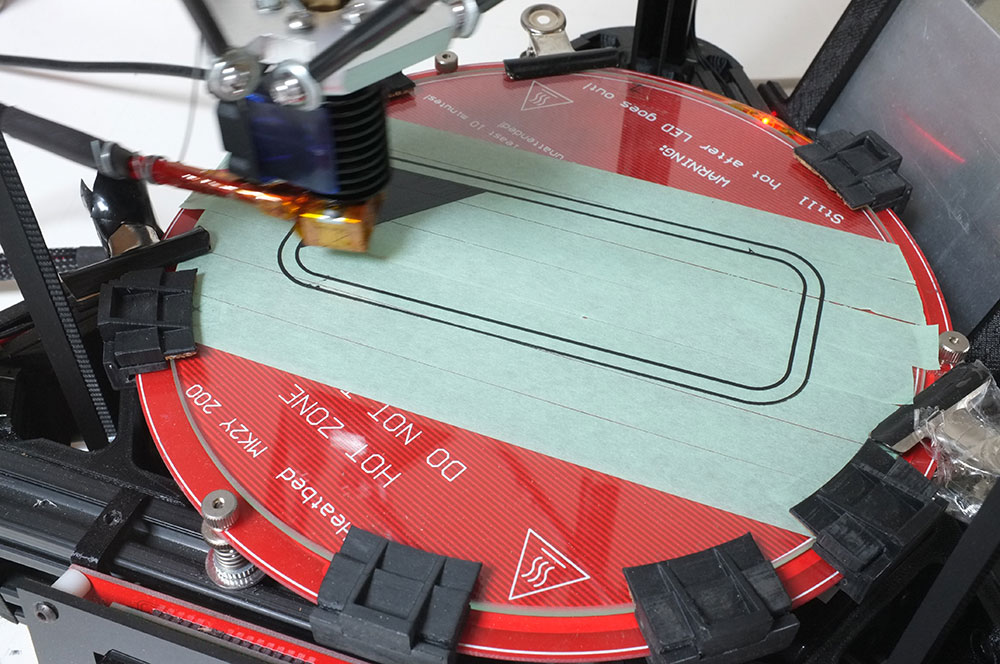
ありゃ?水平が甘い。暫く使っていなかったから、少しずれが起きたかな。
本番では調整せねば・・
作成中の動画も上げておきます。
そして出来上がったのがこちら↓

うーん、誤って上面のレイヤー数を2枚にしてたのと、
インフィルが少ないので、橋渡しが上手くできず、
ところどころ穴が開いているところがありますね。
気温が上がってきたことで設定温度が高すぎたのかもしれません。
いろんな要因が相まって、大失敗。


形状は悪くない。
ただ穴を少し大きくしすぎたかな。遊びが大きい。
いや、穴の底面がフラットになっている。これはおかしい。
印刷の設定を間違ったかな。
あと、ボタンが思いのほか食いこんでいて、
これ以上深く入るとボタンが押しっぱなし状態になりそう。
失敗作だったけど、問題点の洗い出しには十分役立ってくれてますね。
そして、実際に置いた状態でのテストをします。

高さが甘い。ストップランプの出っ張りが邪魔して視界が半分持っていかれてる。
あと1cmほど高くていいかな。それでも1/3は隠れてしまうのだけど
試作台座の穴が未熟なので、これが正常だとで5mm沈み込むとして、
1.5cmは高くしないとダメかも。
それ以上高くすると後ろの視界を妨げるので運転に支障がでるね。
あとは、極端に高くして後部中央のヘッドレスト真裏に置くというのもありかな・・
次回作は未定。時間ができたときに~~ (´・ω・`)
 2017.05.05 22:31
|
2017.05.05 22:31
| 


光造形3Dプリンタの価格破壊がはじまるか?
2017.04.17
3Dプリンタの世界も技術が刻々と進化しているようですが、
従来からある技術も低価格化が進んで
家庭でも簡単に購入できそうな価格帯まで落ちてきたようです。
https://twitter.com/Kudo3Djapan
キックスターターなのでリスクはあるものの
本体が$199(数量限定!)は魅力。
数量限定から外れてしまった場合は$350です。
レジンも3本(1本250g)セットで
$75(約8千円)で予約可能とのこと。色はまだ未定。
本体サイズ:20x20x40cm
造形サイズ:68x120x150mm
XY解像度:50μm
積層ピッチ:最小10μm
XY解像度が0.05mmなので、他の高額な光学式に比べ劣りますが
熱溶融方式(FDM)に比べれば高精細なのは間違いないと思います。
プリンターの制御ソフトは本体所有者については無料で提供されるようです。
実際に手に入るのはキャンペーンが終了し、
8か月後から出荷開始ということなので、
1年後と考えていた方が精神的に良いかもしれません。
忘れたころに送られてくるという感じでしょうか。
購入希望者は限定販売から漏れないように要チェック!
従来からある技術も低価格化が進んで
家庭でも簡単に購入できそうな価格帯まで落ちてきたようです。
https://twitter.com/Kudo3Djapan
キックスターターなのでリスクはあるものの
本体が$199(数量限定!)は魅力。
数量限定から外れてしまった場合は$350です。
レジンも3本(1本250g)セットで
$75(約8千円)で予約可能とのこと。色はまだ未定。
本体サイズ:20x20x40cm
造形サイズ:68x120x150mm
XY解像度:50μm
積層ピッチ:最小10μm
XY解像度が0.05mmなので、他の高額な光学式に比べ劣りますが
熱溶融方式(FDM)に比べれば高精細なのは間違いないと思います。
プリンターの制御ソフトは本体所有者については無料で提供されるようです。
実際に手に入るのはキャンペーンが終了し、
8か月後から出荷開始ということなので、
1年後と考えていた方が精神的に良いかもしれません。
忘れたころに送られてくるという感じでしょうか。
購入希望者は限定販売から漏れないように要チェック!
3D-PRN32) サーミスタがまた逝く。
2016.12.26
ヒートブロックのTemp表示がおかしい。
印刷中に30度近く急降下したり、設定温度まで急上昇したり、
温度がノコギリのように変化する。
なにぶん北海道の真冬なわけで、部屋をキッチリ暖めていても
隙間風は冷たい。そのせいかもしれないのでとりあえず様子を見ていました。
ただ、ABSで印刷していると出来上がるものの、まったく強度がたりず、
ちょっと指で抓んだだけで積層の部分から割れてしまうようになりました。
そしてあくる日、Min Tempエラーが印刷中頻繁に出るようになり
最近、温度表示は0を示し完全に壊れてしまったのです。
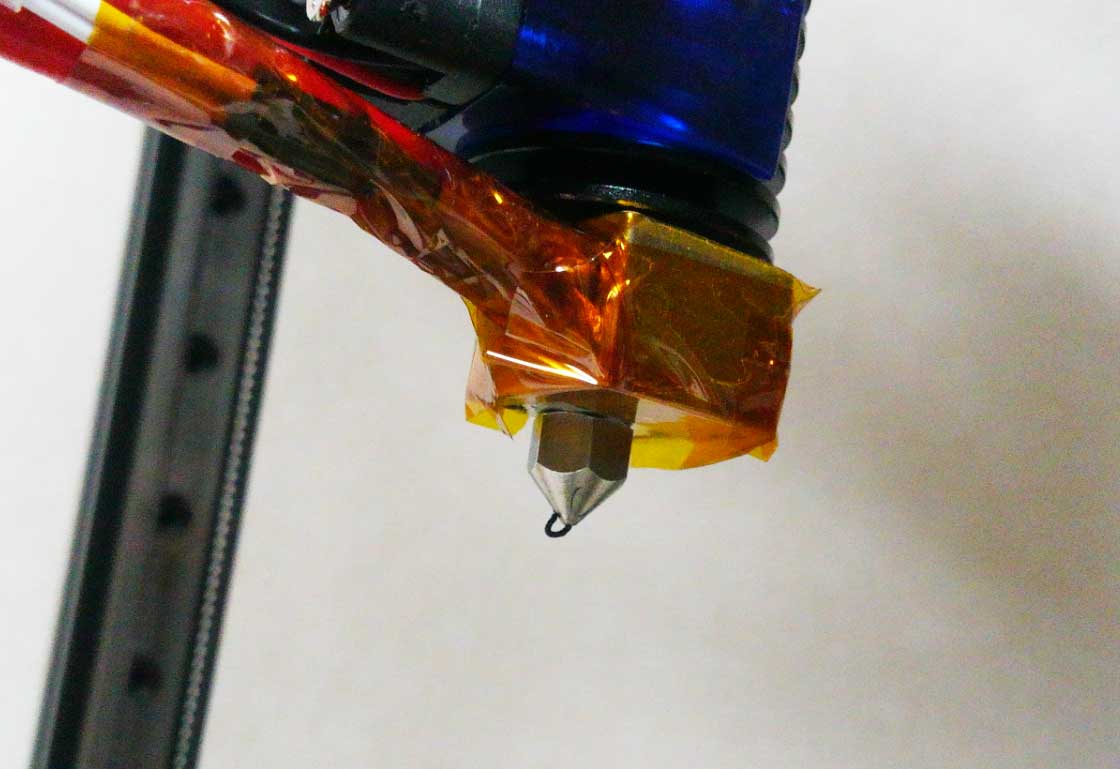
どうも原因は写真のこの場所にありそうです。

デルタ型はアームを高速にぶん回すので、
そのせいで断線してしまっているのではないか?と予想。
ヒーターのセラミック部分のつなぎ目も負荷が大きいように思います。
それでは2度目のサーミスタ交換を実施します。
壊れやすいことを事前に感じていた私は、こういうことを予期し
5本ストックしています( ´艸`)
準備は万端です。
ヒートブロック周りをバラすのは結構面倒。
いい機会なのでほかの部分も交換しますよ。
サーミスタの交換 =======================
いままでと同じ100KΩのもの
頻繁に壊れるので、ギボシか、コネクタ化しようかと思ったが、
思いのほか太くなったので、この案は次回に持ち越し。
ノズルの交換 =========================
ノズルはコレ↓

ステンレスノズル 0.3mm 0.4mm 0.5mm
届いたのがコレ↓

今回はステンレスの0.3mmに挑戦です。
なぜステンレスにしたかというと、金属類のなかでも熱伝導率が低いからです。
普通は真鍮などの伝導率が高い物を使うかと思いますが、
一度温まってしまえば、伝導率はあまり関係ないのではないかと思い、
逆に冷めにくいので印刷時の温度のフラつきも軽減できるんじゃないかと。
フィラメントの溶融については、
直感ですが、ステンレスでも十分満たすんじゃないかな?と
やってみないとわからないので実験あるのみ。
0.3mmにした理由は、もう少し解像度を上げたい気持ちの表れです(*´ω`*)

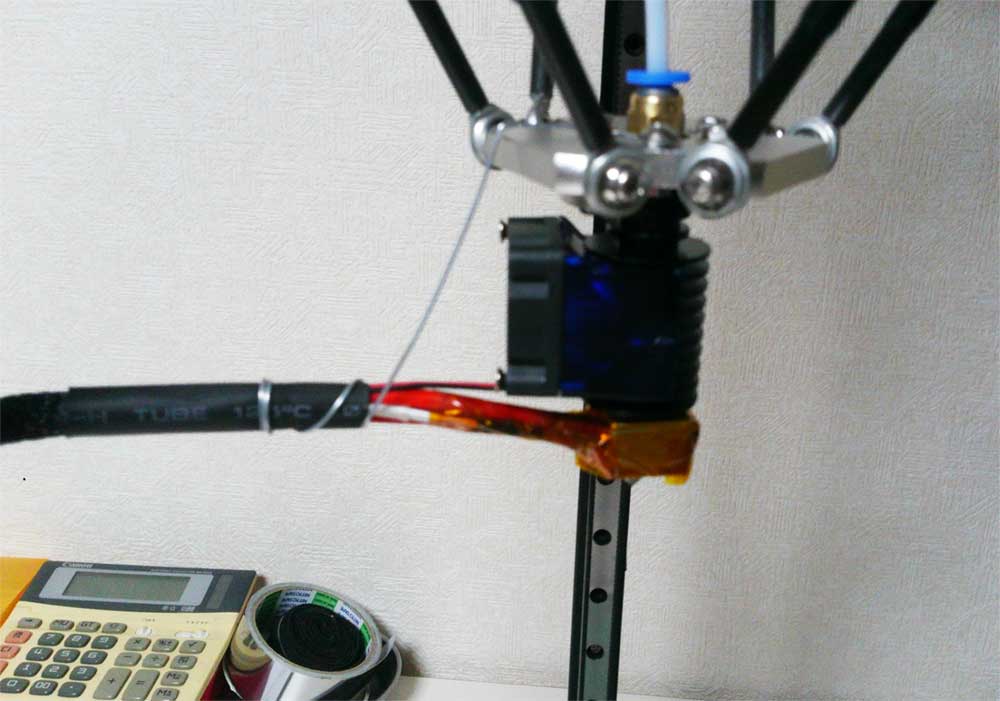
スパイラルチューブを止めて、メッシュチューブへ ========
スパイラルチューブは配線を束ねるのには大変便利なのですが、意外と硬いのですよ。
スキマなくきっちり巻いてしまうと、あまりシナリがなく、棒のように固くなってしまいます。
それでは一番上の写真↑の部分に負荷がかかるので、多少柔らかいメッシュチューブへ変更しました。
直径4mmチューブと10mmチューブを試しましたが、
ヒーター、サーミスタ、ファンのケーブルを収めるには10mmがピッタリでした。
メッシュチューブの終端を熱収縮チューブで止める ========

メッシュスリーブ 直径10mm長さ 5m
メッシュチューブは、端をしっかり萎めないと、どんどん開いて網目が崩壊していくので、
ビニールテープで端を縛りつつビニールテープを熱収縮チューブで覆って見た目を良くします。
私は黒無地のを使いましたが、いろいろなカラーパターンがあるようですね。
ケーブルを針金で吊るす ======================
ピントを失敗してますが、一応写真・・

エフェクターの穴にM3ネジとナットで固定。
吊るすようにしたことで、ケーブルがぐらつくのを防ぎます。
実際にエフェクターを動かしてみても
他に干渉もなく、ケーブルのブラブラもよく抑えてます。
少しは耐久性があがるかな?
ベルトのたるみを補正するために ===================

タイミングベルト テンショナースプリング
↑コレを買ってみました。
ベルトにはあまりよくないという話もありますが、
ウチの金属キャリッジはベルトの調整が難しいので
覚悟の上導入してみました。
結果、しっかりテンション掛かって、いい感じに張ってます。
以上。
テスト印刷は後日
印刷中に30度近く急降下したり、設定温度まで急上昇したり、
温度がノコギリのように変化する。
なにぶん北海道の真冬なわけで、部屋をキッチリ暖めていても
隙間風は冷たい。そのせいかもしれないのでとりあえず様子を見ていました。
ただ、ABSで印刷していると出来上がるものの、まったく強度がたりず、
ちょっと指で抓んだだけで積層の部分から割れてしまうようになりました。
そしてあくる日、Min Tempエラーが印刷中頻繁に出るようになり
最近、温度表示は0を示し完全に壊れてしまったのです。
どうも原因は写真のこの場所にありそうです。

デルタ型はアームを高速にぶん回すので、
そのせいで断線してしまっているのではないか?と予想。
ヒーターのセラミック部分のつなぎ目も負荷が大きいように思います。
それでは2度目のサーミスタ交換を実施します。
壊れやすいことを事前に感じていた私は、こういうことを予期し
5本ストックしています( ´艸`)
準備は万端です。
ヒートブロック周りをバラすのは結構面倒。
いい機会なのでほかの部分も交換しますよ。
サーミスタの交換 =======================
いままでと同じ100KΩのもの
頻繁に壊れるので、ギボシか、コネクタ化しようかと思ったが、
思いのほか太くなったので、この案は次回に持ち越し。
ノズルの交換 =========================
ノズルはコレ↓
ステンレスノズル 0.3mm 0.4mm 0.5mm
届いたのがコレ↓

今回はステンレスの0.3mmに挑戦です。
なぜステンレスにしたかというと、金属類のなかでも熱伝導率が低いからです。
普通は真鍮などの伝導率が高い物を使うかと思いますが、
一度温まってしまえば、伝導率はあまり関係ないのではないかと思い、
逆に冷めにくいので印刷時の温度のフラつきも軽減できるんじゃないかと。
フィラメントの溶融については、
直感ですが、ステンレスでも十分満たすんじゃないかな?と
やってみないとわからないので実験あるのみ。
0.3mmにした理由は、もう少し解像度を上げたい気持ちの表れです(*´ω`*)
スパイラルチューブを止めて、メッシュチューブへ ========
スパイラルチューブは配線を束ねるのには大変便利なのですが、意外と硬いのですよ。
スキマなくきっちり巻いてしまうと、あまりシナリがなく、棒のように固くなってしまいます。
それでは一番上の写真↑の部分に負荷がかかるので、多少柔らかいメッシュチューブへ変更しました。
直径4mmチューブと10mmチューブを試しましたが、
ヒーター、サーミスタ、ファンのケーブルを収めるには10mmがピッタリでした。
メッシュチューブの終端を熱収縮チューブで止める ========
メッシュスリーブ 直径10mm長さ 5m
メッシュチューブは、端をしっかり萎めないと、どんどん開いて網目が崩壊していくので、
ビニールテープで端を縛りつつビニールテープを熱収縮チューブで覆って見た目を良くします。
私は黒無地のを使いましたが、いろいろなカラーパターンがあるようですね。
ケーブルを針金で吊るす ======================
ピントを失敗してますが、一応写真・・
エフェクターの穴にM3ネジとナットで固定。
吊るすようにしたことで、ケーブルがぐらつくのを防ぎます。
実際にエフェクターを動かしてみても
他に干渉もなく、ケーブルのブラブラもよく抑えてます。
少しは耐久性があがるかな?
ベルトのたるみを補正するために ===================
タイミングベルト テンショナースプリング
↑コレを買ってみました。
ベルトにはあまりよくないという話もありますが、
ウチの金属キャリッジはベルトの調整が難しいので
覚悟の上導入してみました。
結果、しっかりテンション掛かって、いい感じに張ってます。
以上。
テスト印刷は後日
3D-PRT31)3Mのマスキングテープを使ってみる。
2016.12.21
ABSはとても印刷がしやすい。
滑らかにフィラメントが送られ、ぬるぬると積層されていく。
詰まりも起きにくく、造形後に接着や研磨がしやすいので二次加工も簡単だ。
良くしなるので強度もあり、熱耐性もある。
ここまでの話ならABSに弱点が無いように感じますが、
致命的な弱点がABSにあります。
それは熱収縮。
精密な部品を作るには向かないのです。
一番困るのが、反り。
いままで
トンボ鉛筆 スティックのり シワなしピットG
を使っていたんですが、
ABSを使うためにヒートベッドを80度以上に温めて使うと、
一瞬で乾いてしまって、フィラメントは乗りはするものの、
ただ乗っているだけでノリの効果は殆どなく、
積層をすすめていくとモリモリ反っていくわけです。
印刷開始を60度くらいにして、2層目くらいから90度まで上昇させる設定にしても
今度は温度が低すぎて反りの力が強まるのか、抑えきることができない。
対策を考えていたところ、一番お手軽な方法でメジャーなのが、
3Mのマスキングテープを張るというもの。
ネット情報では黄色い方を薦める方がいましたが、
レビューをみるとどちらも同じ性能を発揮しているようです。
きっと若草色の方は、別タイプの製品があるので
それと混同しているのでは?と判断。
あえて、若草色を購入してみました。

(ところが発注ミス! 誤って15mmのタイプを注文してしまいました。)
気にせずトライ。
結果
素晴らしい。定着度が格段にアップです。
逆にABSの反りに負けて、テープがガラスから剝がれてしまうことがあるほど。
ガラスの縁に巻き付けるように貼ればそれは防ぐことができました。
ただ、繰り返しの使用は難しいようで、2回ほど使ったら張り替えた方がよさそう。
印刷物を取り外すときに、定着しすぎて剝がれないことがありますが、
テープごとガラスから剥してから外すといった使い方もできるのもいいですね。
あと、シワ無しピットだと洗い流したいときにヒートベッドを一度冷ましざるを得ないのですが、
テープだとその場で張り直しが効くので(ヤケド注意)時間の短縮にもなります。
シワ無しピットをヒートベッドで温めると独特な臭いがあったのですが、
それもなくなってGood!
最近は3Mの「3Dプリンタープラットフォームシート(3枚入) 」が
人気のようです。印刷面がツヤツヤになりとても美しく、がっちりくっ付くと評判。
3枚しか入ってないので、耐久性が気になるところですが、
余りにもしっかりつくので、こんな感じ(↓)のスクレーパーでそぎ落とす必要があるそうな。
「3Dプリンタープラットフォームシート(3枚入) 」は様子見です。耐久性のレビューがたくさん出てきたところで
購入を考えてみたいと思います。
滑らかにフィラメントが送られ、ぬるぬると積層されていく。
詰まりも起きにくく、造形後に接着や研磨がしやすいので二次加工も簡単だ。
良くしなるので強度もあり、熱耐性もある。
ここまでの話ならABSに弱点が無いように感じますが、
致命的な弱点がABSにあります。
それは熱収縮。
精密な部品を作るには向かないのです。
一番困るのが、反り。
いままで
トンボ鉛筆 スティックのり シワなしピットG
を使っていたんですが、
ABSを使うためにヒートベッドを80度以上に温めて使うと、
一瞬で乾いてしまって、フィラメントは乗りはするものの、
ただ乗っているだけでノリの効果は殆どなく、
積層をすすめていくとモリモリ反っていくわけです。
印刷開始を60度くらいにして、2層目くらいから90度まで上昇させる設定にしても
今度は温度が低すぎて反りの力が強まるのか、抑えきることができない。
対策を考えていたところ、一番お手軽な方法でメジャーなのが、
3Mのマスキングテープを張るというもの。
ネット情報では黄色い方を薦める方がいましたが、
レビューをみるとどちらも同じ性能を発揮しているようです。
きっと若草色の方は、別タイプの製品があるので
それと混同しているのでは?と判断。
あえて、若草色を購入してみました。

(ところが発注ミス! 誤って15mmのタイプを注文してしまいました。)
気にせずトライ。

結果
素晴らしい。定着度が格段にアップです。
逆にABSの反りに負けて、テープがガラスから剝がれてしまうことがあるほど。
ガラスの縁に巻き付けるように貼ればそれは防ぐことができました。
ただ、繰り返しの使用は難しいようで、2回ほど使ったら張り替えた方がよさそう。
印刷物を取り外すときに、定着しすぎて剝がれないことがありますが、
テープごとガラスから剥してから外すといった使い方もできるのもいいですね。
あと、シワ無しピットだと洗い流したいときにヒートベッドを一度冷ましざるを得ないのですが、
テープだとその場で張り直しが効くので(ヤケド注意)時間の短縮にもなります。
シワ無しピットをヒートベッドで温めると独特な臭いがあったのですが、
それもなくなってGood!
最近は3Mの「3Dプリンタープラットフォームシート(3枚入) 」が
人気のようです。印刷面がツヤツヤになりとても美しく、がっちりくっ付くと評判。
3枚しか入ってないので、耐久性が気になるところですが、
余りにもしっかりつくので、こんな感じ(↓)のスクレーパーでそぎ落とす必要があるそうな。
「3Dプリンタープラットフォームシート(3枚入) 」は様子見です。耐久性のレビューがたくさん出てきたところで
購入を考えてみたいと思います。
3D-PRT30)ABSのフィラメントにチャレンジしてみた
2016.11.16
いままで必要な部品をPLAで印刷してきたのですが
いよいよ熱による強度変化に問題がでてくることが多くなり、
ABSに乗り出すしかない状況になってきました。
ヒートベッドは85度くらいまでしか上がらないので、
自信がなかったのですが、問題という問題はまったく起きず
キレイに印刷されちゃいましたよ。
1層目が240度、2層目以降は225度に温度を設定しています。
0.05mm積層ですが、1層目は130%にしてますので少し厚みがあります。
1回目のテスト印刷では逆にガラス面に強固にくっつきすぎて、
無理にはがそうとしたらレイヤー1層目が本体から剥離してしまい
壊れてしまいました。PLAではこんなことなかったんですがねぇ・・・
下の写真は2回目に印刷したものです。


左が表、右が裏。
文字もはっきり印刷されていて、PLAのときより鮮明です。
上面の層をもう一層増やせばザラザラ感もかなり無くなっていたと思います。
裏面は少し変色していますが、スティックのりの変色だと思います。
ABSは出力したあとの収縮が一番問題視されますが、
近日部品を印刷するので、それでチェックしてみたいと思います。
いよいよ熱による強度変化に問題がでてくることが多くなり、
ABSに乗り出すしかない状況になってきました。
ヒートベッドは85度くらいまでしか上がらないので、
自信がなかったのですが、問題という問題はまったく起きず
キレイに印刷されちゃいましたよ。
1層目が240度、2層目以降は225度に温度を設定しています。
0.05mm積層ですが、1層目は130%にしてますので少し厚みがあります。
1回目のテスト印刷では逆にガラス面に強固にくっつきすぎて、
無理にはがそうとしたらレイヤー1層目が本体から剥離してしまい
壊れてしまいました。PLAではこんなことなかったんですがねぇ・・・
下の写真は2回目に印刷したものです。

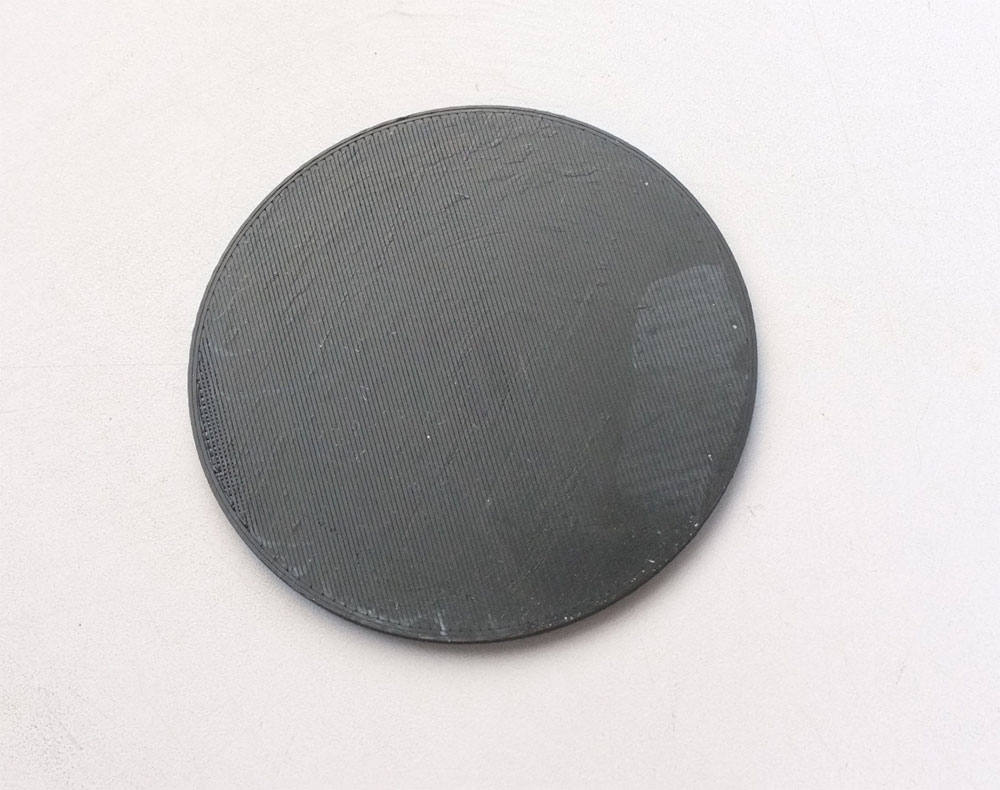
左が表、右が裏。
文字もはっきり印刷されていて、PLAのときより鮮明です。
上面の層をもう一層増やせばザラザラ感もかなり無くなっていたと思います。
裏面は少し変色していますが、スティックのりの変色だと思います。
ABSは出力したあとの収縮が一番問題視されますが、
近日部品を印刷するので、それでチェックしてみたいと思います。