【Cetus Mk3】Cetus Mk3が届いたが・・・
2020.01.19
不足分がある。と思う・・(;´Д`)
基本セットとDeluxの部分とオマケの部分が混同されてて、関係ないものがあったり、必要なものが入ってなかったり・・(;´∀`)
問題点は販売店に問い合わせを出したので、とりあえずは先に進もう・・

届いた箱はこんなかんじ。第一感想は「小っさ!」でした。30cm(縦)x30cm(横)x22cm(高)
いつも届くアマゾンの箱より小さい感じ。この中に注文したものが全て詰まっているのか?と疑いたくなるほど小さいです。中国の流通に揉まれてきただけあって箱はボコボコです(;´Д`)
伝票が張り付いていたので確認してみたら、驚くことに商品は$131ということで送ってくれている。
個人使用目的とか贈答品とかの輸入として認められ一定額を下回れば消費税が掛からない。
(関税は自動車用品、バイク用品、スポーツ用品、音楽用品・楽器、家具類、化粧品、玩具・おもちゃ、機械類、パソコン、カメラは0%なので掛かりません。)
具体的に言うと、合計価格(送料も含む)に0.6を掛けて日本円で1万を下回れば消費税はかからない。いまドルは110.13円なのでこの商品は総額14427.55円。これに0.6を掛けたら8656.53円となる。1万未満なので消費税はかからないということだ。ここらへんの気遣いができる会社はいいね( ´∀`)bグッ!

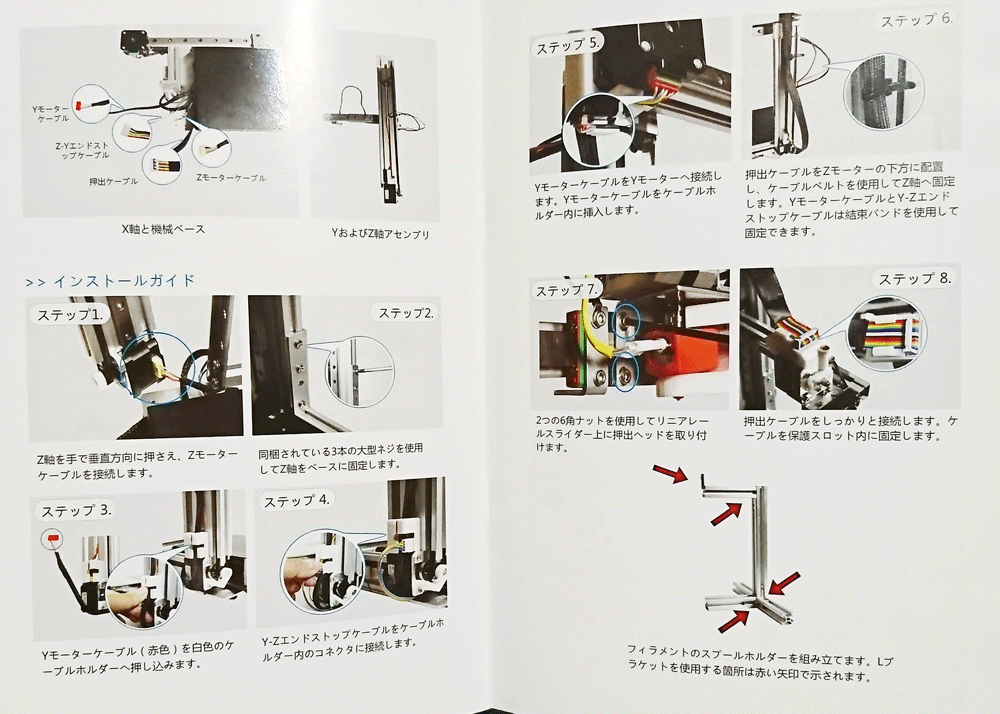
箱を開けると、一番上は説明書。梱包順の演出はばっちりです。
日本語のページがあるのは素晴らしいが、これはスタンダード用。
デラックス用のマニュアルじゃないのはマイナスだね。
ヒートベッドの配線やオートレベリングの接続はどこを見ればいいのかさっぱり不明です。
私はYoutubeで組み立て動画をみて知ってるけど(;´Д`)

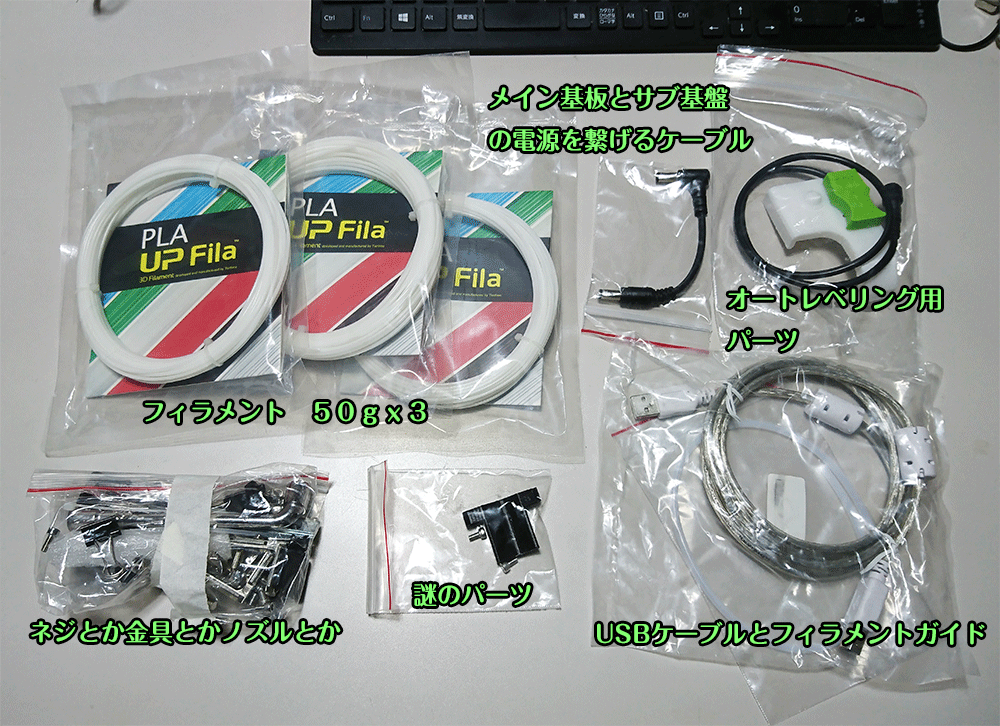
箱をあけてすぐに見えるのはフィラメント、配線類、ネジ類。
50gのフィラメントって中途半端だよなぁ。150g1本にしてほしい(;´Д`)

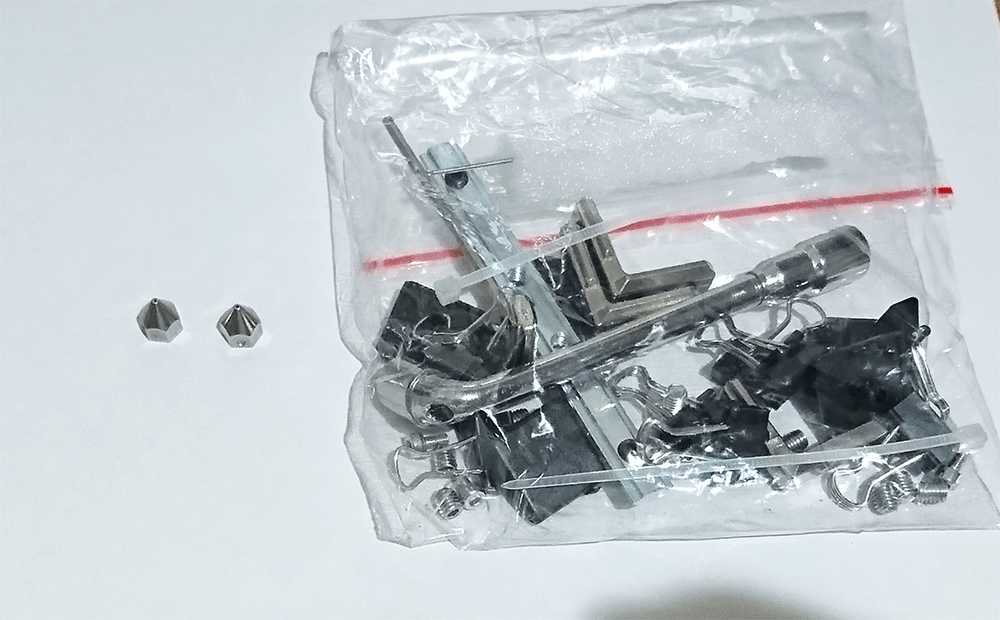
袋の部分だけ拡大。
ステンレスのノズル先端が2本。刻印がされてないのでよくわからないけど、0.4mmと0.6mmだと思われる。他はフィラメントホルダー用の金具・芋ネジ、ノズル交換用のレンチ、六角レンチ、ヒートベッド固定のゼムクリップとか。ノズル詰まりをとる針なんてのも入っていた。



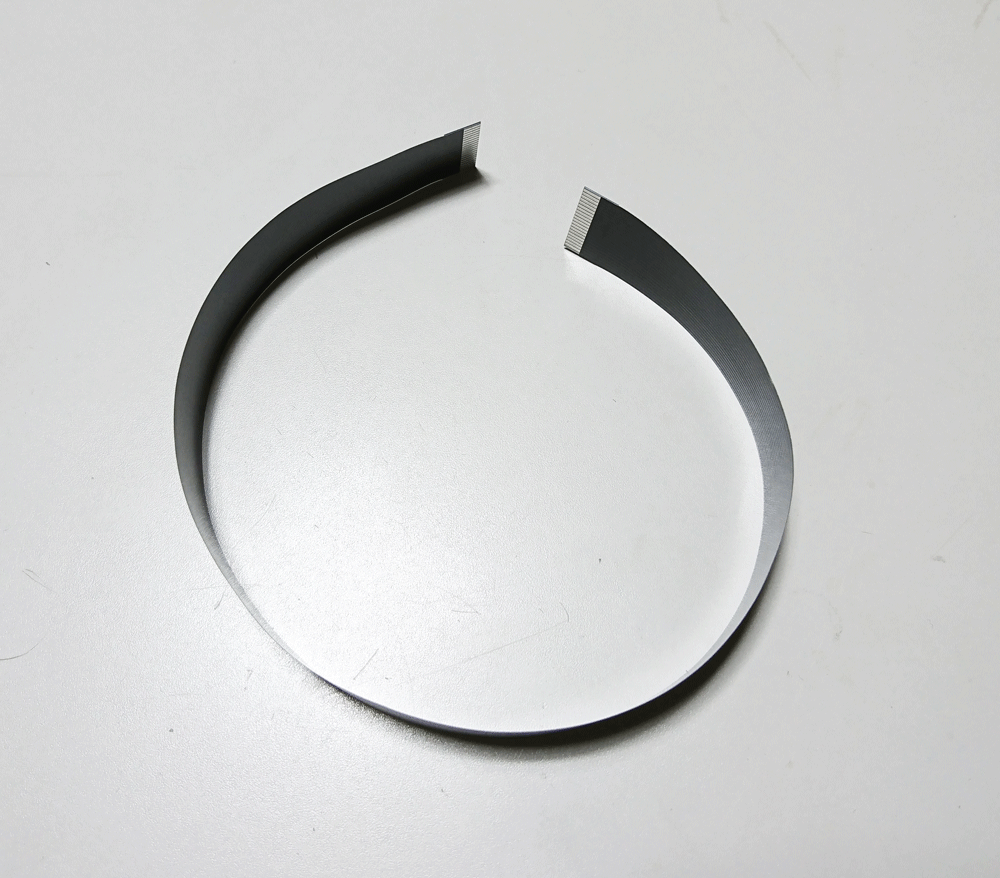
左からスクレーバーとニッパー。謎のフラットケーブル。フィラメントスタンドのフレーム
ニッパーは単独で買うといくらくらいなのかな?と思い検索してみると1本単位では$4.19だった。10本まとめてだと1本あたり$2.49。かなりの激安品(;´Д`)
100均以上ホームセンター未満という感じ。刃の噛み具合をみると間違いなく100均以上のクオリティはありました。
真ん中のフラットケーブルは実に謎。太さ(pin数)はヒートベッドの線と同じなのだけど、すでに基板からでているのでこれは使わない。一つ考えられるのは将来拡張する用のモニタケーブル・・かな? 結構長いしね。

アダプターは結構でかい。私の手は大きいほうだと思うがそれよりでかい。
もしかしたら直流安定化電源に迫る大きさなんじゃなかろうか。

仕様を見てみると24V 9.16Aなので220Wのアダプターですね。通常はこんなに大きいアダプタではなくて、ヒートベッドが付属しているモデルだけこれに替えられます。右下に申し訳なさそうにPSEマークがありますね。安心しました(;´∀`)

本体側に接続する端子は4ピンの丸形。ちょっとこのタイプのアダプターは見ないので壊れたら端子だけ切って再利用というメンドクサイことになりそう・・・

コンセントは日本仕様のものが届きましたが、アダプターとの接続部分、形状が違うため使用不能(;´Д`) かんべんしてくれ・・・
幸いアダプター側がPCでおなじみの端子だったので事なきを得ましたが、一応苦情いれておきます(; ・`д・´)

ヒートベッドと上に敷くプレート2枚が付属してました。予備が付いてくるということは劣化するのかな? これは付属のゼムクリップで止めるようです。このプレート、メッシュ加工になっています。実に面白い。この穴が食いつきをよくするのかな?
コーティングは別段されてないように見えますが・・・ 目詰まりしないのかな・・・ ラフト必須の予感がする。
裏面を見るととてもシンプル。サーミスタとヒーターの電源線がフラットケーブル一本で接続されています。こんな線で平気?うちのKOSSELは熱で焼けちゃったけど大丈夫なのかな?(;´Д`)

プリントヘッド。エクストルーダーとの一体型です。モーターはNEMA17より小さい。
NEMA11かな?X,Y,Z全部このモーターを採用しているようですよ。
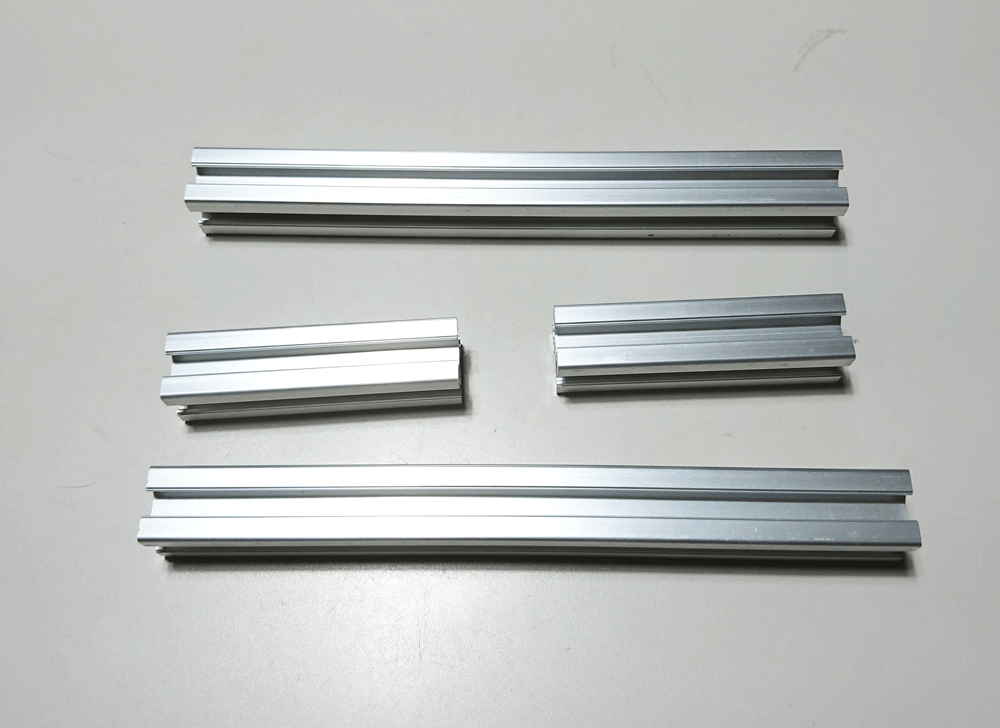
X,Z軸用のレール。

本体とY軸レール。必要な配線は本体の基盤から全部出てきているようだ。これらをノズルとサブ基盤に接続すれば配線は完了。半分完成品というか、箱に収めるために一部分だけバラしました!ってかんじです。
以上が箱に入っていた全てです。
つまり、足りないのです。赤丸を付けた部分が・・(;´∀`)


無料でプレゼントってのが抜けているのかと思いきや基本パッケージのノズルもない・・。
ヘッドユニットに装着されているのはステンのノズルなので0.4mmだと思われる。
ということは手元にあるのは、0.4mm、0.4mm、0.6mmのステン。しかもノズルの先端だけだ。
0.4mmは一番使うのでうれしいけど、0.2mmの先端とヒートシンク部分2本が無いのは痛手だな・・ 途中で詰まることはゆるされない(;´Д`)
きっとStandardからDeluxに換装するときにミスったものと思われる。
この件についてTiertimeに問い合わせてみました。すると
「この状況について本当にごめんなさい。 私たちはあなたにプレゼントを送るのを忘れました。 2020年2月3日に新しい荷物を用意します。旧正月が来るためです。 宅配便サービスは閉鎖されています。」
おーい(;´∀`)
基本パッケージのノズルが足りないことに返答がないので、念のため不足してるのを箇条書きにして教えました。そしてアダプタの形状がおかしいことも伝えてみましたが返答は・・
「そのケーブルはアダプターに適合しません。 パッケージにはそれに合った電源ケーブルは含まれていません。 国にはそれぞれ異なる電力基準があります。すべての国の規格に合わせることは不可能です。旧正月を終えて仕事に戻ったら、新しい荷物を作成します。 パッケージには、Cetus Extruder HeaterキットとPLAフィラメントが含まれます。」
正確に伝わってない気がするなぁ・・・
コンセント部分は各国で形状が違うので合わせるのは難しいという話ならわかるけど、アダプタとコードの接続部分は同梱するときに同一にするべきだろうに・・・
どちらにしても旧正月が終わらないと発送できないことは変わらないようなので、届くのは1か月後確定です。流通も全部とまるなんて妙な所は徹底してるよなぁ・・(;´Д`)
基本セットとDeluxの部分とオマケの部分が混同されてて、関係ないものがあったり、必要なものが入ってなかったり・・(;´∀`)
問題点は販売店に問い合わせを出したので、とりあえずは先に進もう・・
届いた箱はこんなかんじ。第一感想は「小っさ!」でした。30cm(縦)x30cm(横)x22cm(高)
いつも届くアマゾンの箱より小さい感じ。この中に注文したものが全て詰まっているのか?と疑いたくなるほど小さいです。中国の流通に揉まれてきただけあって箱はボコボコです(;´Д`)
伝票が張り付いていたので確認してみたら、驚くことに商品は$131ということで送ってくれている。
個人使用目的とか贈答品とかの輸入として認められ一定額を下回れば消費税が掛からない。
(関税は自動車用品、バイク用品、スポーツ用品、音楽用品・楽器、家具類、化粧品、玩具・おもちゃ、機械類、パソコン、カメラは0%なので掛かりません。)
具体的に言うと、合計価格(送料も含む)に0.6を掛けて日本円で1万を下回れば消費税はかからない。いまドルは110.13円なのでこの商品は総額14427.55円。これに0.6を掛けたら8656.53円となる。1万未満なので消費税はかからないということだ。ここらへんの気遣いができる会社はいいね( ´∀`)bグッ!

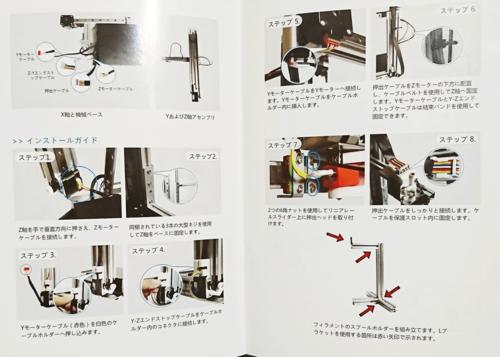
箱を開けると、一番上は説明書。梱包順の演出はばっちりです。
日本語のページがあるのは素晴らしいが、これはスタンダード用。
デラックス用のマニュアルじゃないのはマイナスだね。
ヒートベッドの配線やオートレベリングの接続はどこを見ればいいのかさっぱり不明です。
私はYoutubeで組み立て動画をみて知ってるけど(;´Д`)
箱をあけてすぐに見えるのはフィラメント、配線類、ネジ類。
50gのフィラメントって中途半端だよなぁ。150g1本にしてほしい(;´Д`)
袋の部分だけ拡大。
ステンレスのノズル先端が2本。刻印がされてないのでよくわからないけど、0.4mmと0.6mmだと思われる。他はフィラメントホルダー用の金具・芋ネジ、ノズル交換用のレンチ、六角レンチ、ヒートベッド固定のゼムクリップとか。ノズル詰まりをとる針なんてのも入っていた。

左からスクレーバーとニッパー。謎のフラットケーブル。フィラメントスタンドのフレーム
ニッパーは単独で買うといくらくらいなのかな?と思い検索してみると1本単位では$4.19だった。10本まとめてだと1本あたり$2.49。かなりの激安品(;´Д`)
100均以上ホームセンター未満という感じ。刃の噛み具合をみると間違いなく100均以上のクオリティはありました。
真ん中のフラットケーブルは実に謎。太さ(pin数)はヒートベッドの線と同じなのだけど、すでに基板からでているのでこれは使わない。一つ考えられるのは将来拡張する用のモニタケーブル・・かな? 結構長いしね。

アダプターは結構でかい。私の手は大きいほうだと思うがそれよりでかい。
もしかしたら直流安定化電源に迫る大きさなんじゃなかろうか。
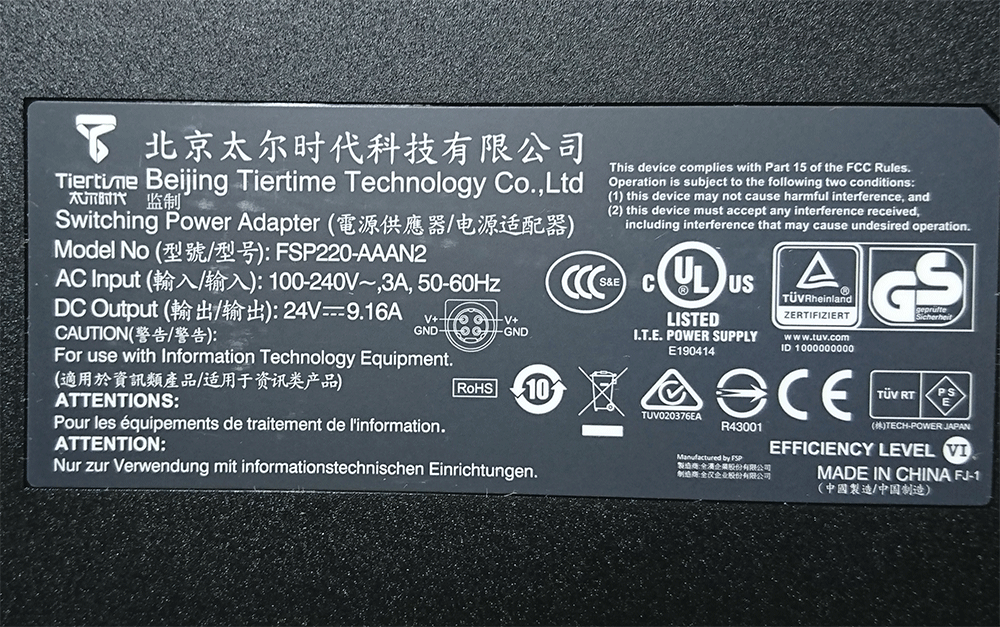
仕様を見てみると24V 9.16Aなので220Wのアダプターですね。通常はこんなに大きいアダプタではなくて、ヒートベッドが付属しているモデルだけこれに替えられます。右下に申し訳なさそうにPSEマークがありますね。安心しました(;´∀`)
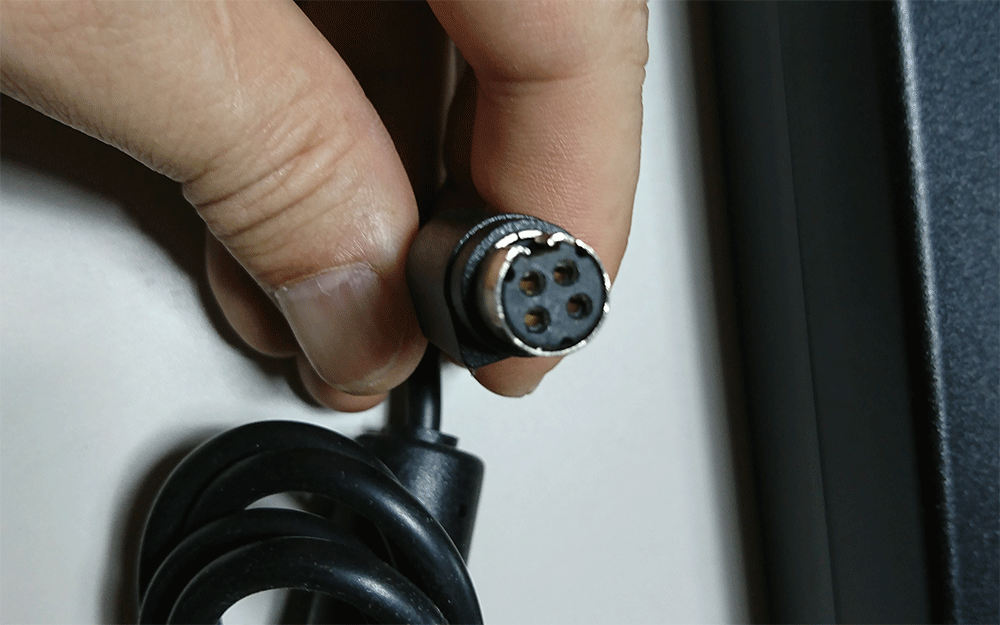
本体側に接続する端子は4ピンの丸形。ちょっとこのタイプのアダプターは見ないので壊れたら端子だけ切って再利用というメンドクサイことになりそう・・・

コンセントは日本仕様のものが届きましたが、アダプターとの接続部分、形状が違うため使用不能(;´Д`) かんべんしてくれ・・・
幸いアダプター側がPCでおなじみの端子だったので事なきを得ましたが、一応苦情いれておきます(; ・`д・´)
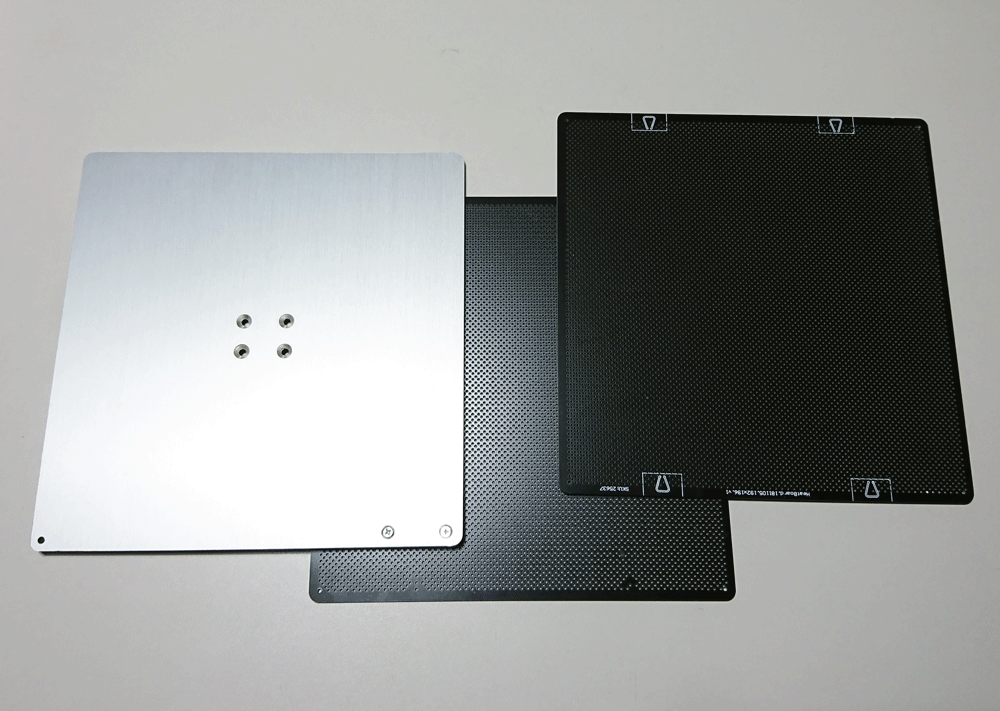
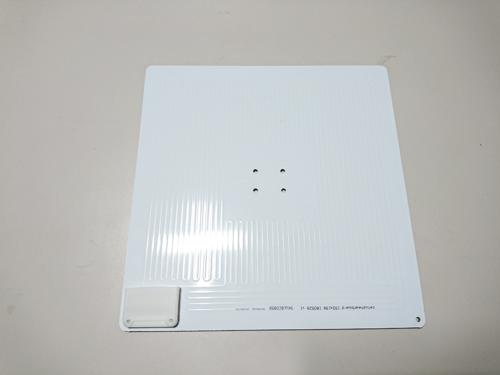
ヒートベッドと上に敷くプレート2枚が付属してました。予備が付いてくるということは劣化するのかな? これは付属のゼムクリップで止めるようです。このプレート、メッシュ加工になっています。実に面白い。この穴が食いつきをよくするのかな?
コーティングは別段されてないように見えますが・・・ 目詰まりしないのかな・・・ ラフト必須の予感がする。
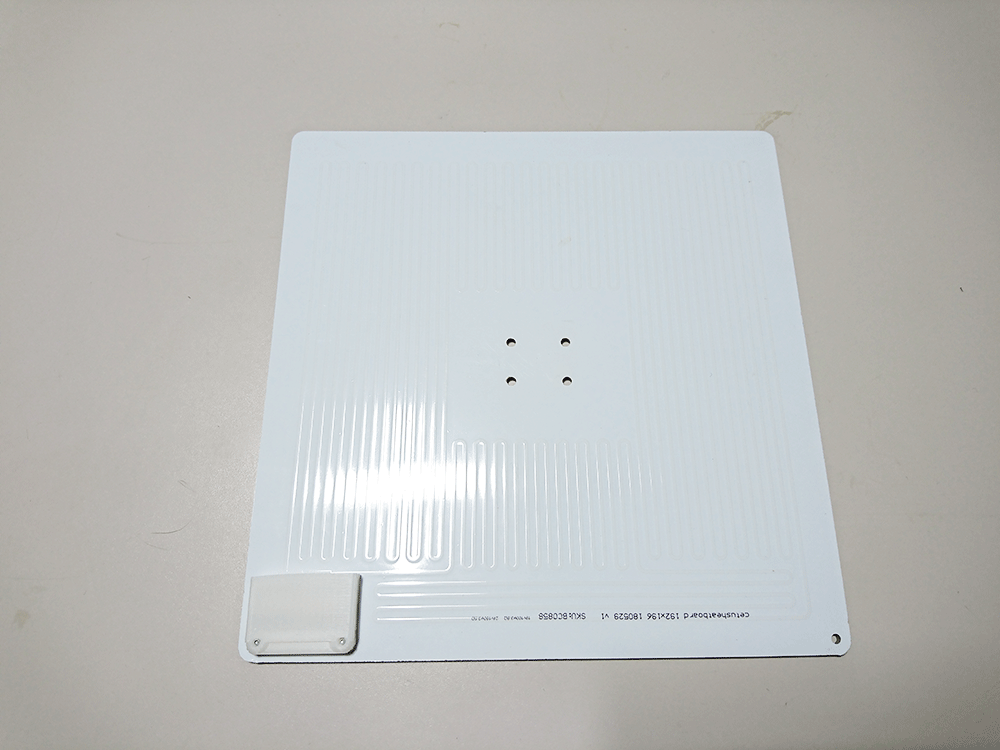
裏面を見るととてもシンプル。サーミスタとヒーターの電源線がフラットケーブル一本で接続されています。こんな線で平気?うちのKOSSELは熱で焼けちゃったけど大丈夫なのかな?(;´Д`)
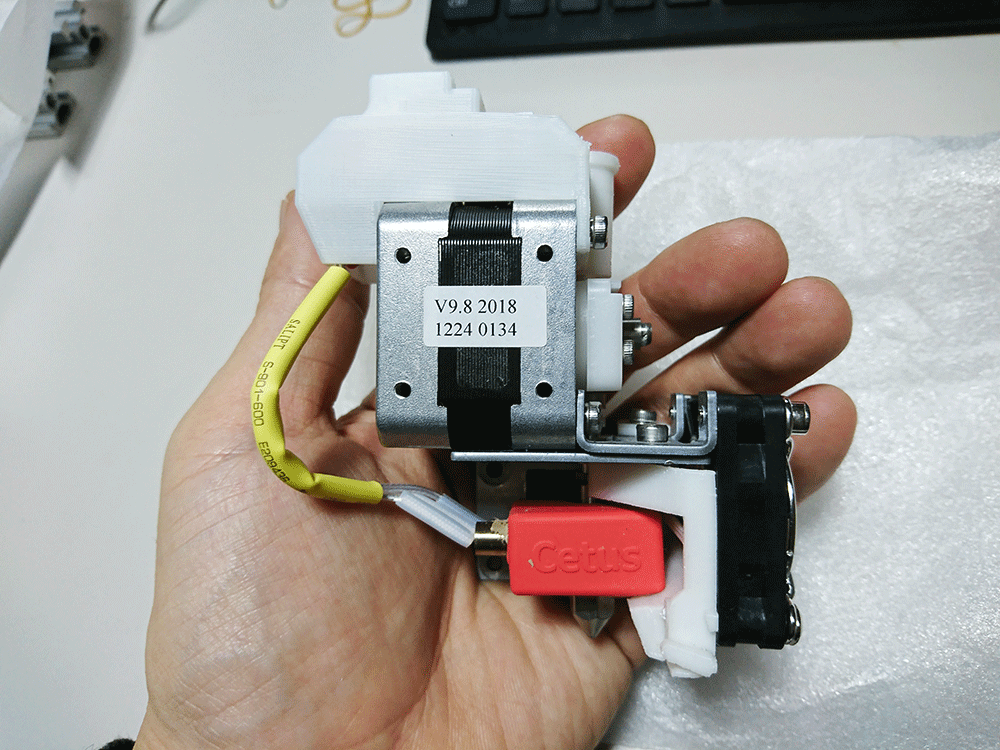
プリントヘッド。エクストルーダーとの一体型です。モーターはNEMA17より小さい。
NEMA11かな?X,Y,Z全部このモーターを採用しているようですよ。
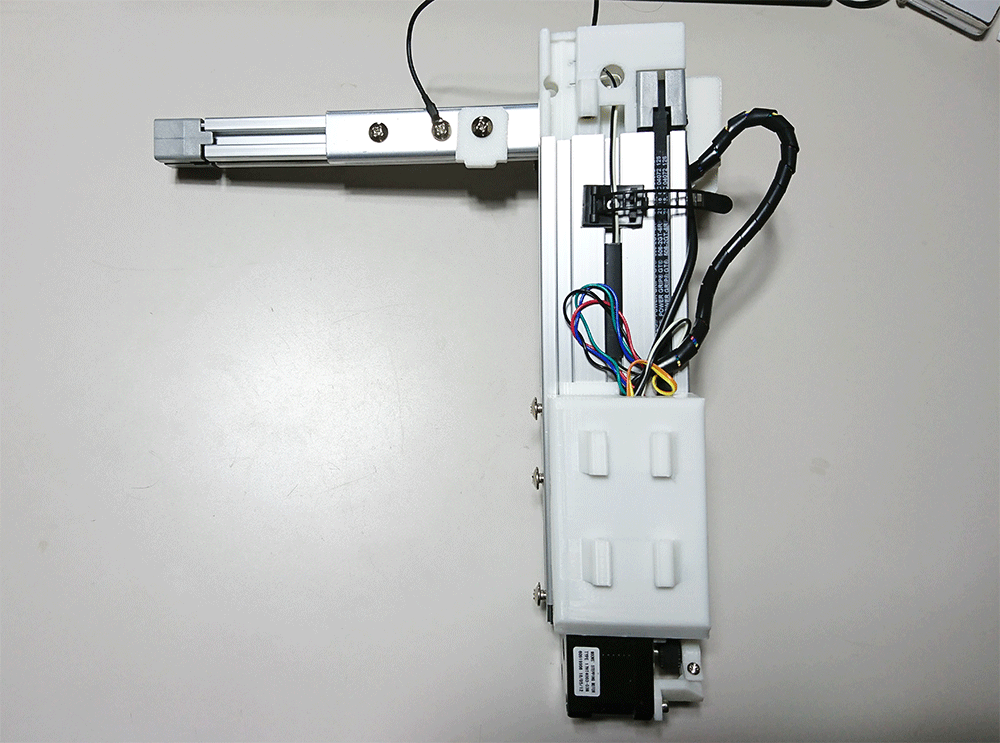
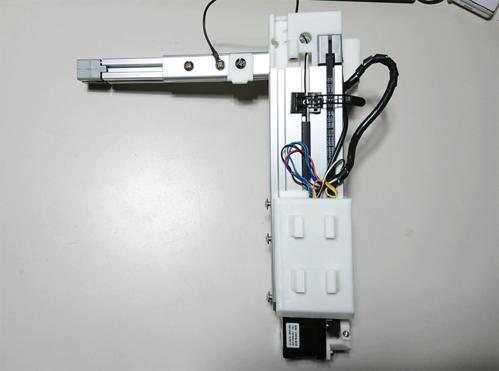
X,Z軸用のレール。
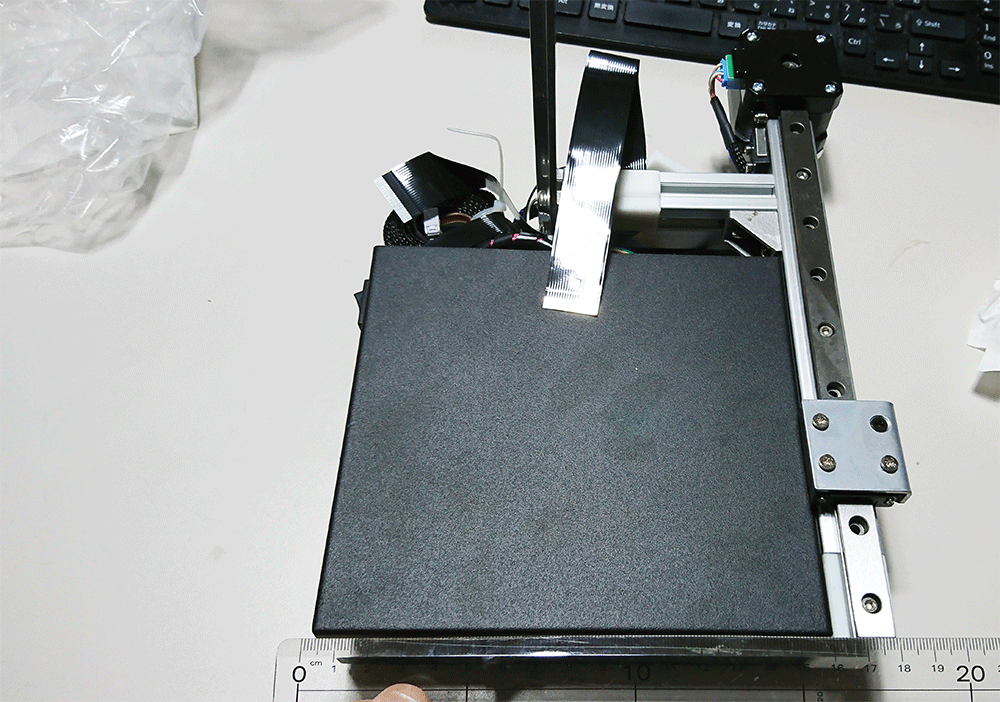
本体とY軸レール。必要な配線は本体の基盤から全部出てきているようだ。これらをノズルとサブ基盤に接続すれば配線は完了。半分完成品というか、箱に収めるために一部分だけバラしました!ってかんじです。
以上が箱に入っていた全てです。
つまり、足りないのです。赤丸を付けた部分が・・(;´∀`)


無料でプレゼントってのが抜けているのかと思いきや基本パッケージのノズルもない・・。
ヘッドユニットに装着されているのはステンのノズルなので0.4mmだと思われる。
ということは手元にあるのは、0.4mm、0.4mm、0.6mmのステン。しかもノズルの先端だけだ。
0.4mmは一番使うのでうれしいけど、0.2mmの先端とヒートシンク部分2本が無いのは痛手だな・・ 途中で詰まることはゆるされない(;´Д`)
きっとStandardからDeluxに換装するときにミスったものと思われる。
この件についてTiertimeに問い合わせてみました。すると
「この状況について本当にごめんなさい。 私たちはあなたにプレゼントを送るのを忘れました。 2020年2月3日に新しい荷物を用意します。旧正月が来るためです。 宅配便サービスは閉鎖されています。」
おーい(;´∀`)
基本パッケージのノズルが足りないことに返答がないので、念のため不足してるのを箇条書きにして教えました。そしてアダプタの形状がおかしいことも伝えてみましたが返答は・・
「そのケーブルはアダプターに適合しません。 パッケージにはそれに合った電源ケーブルは含まれていません。 国にはそれぞれ異なる電力基準があります。すべての国の規格に合わせることは不可能です。旧正月を終えて仕事に戻ったら、新しい荷物を作成します。 パッケージには、Cetus Extruder HeaterキットとPLAフィラメントが含まれます。」
正確に伝わってない気がするなぁ・・・
コンセント部分は各国で形状が違うので合わせるのは難しいという話ならわかるけど、アダプタとコードの接続部分は同梱するときに同一にするべきだろうに・・・
どちらにしても旧正月が終わらないと発送できないことは変わらないようなので、届くのは1か月後確定です。流通も全部とまるなんて妙な所は徹底してるよなぁ・・(;´Д`)
 2020.01.19 20:33
|
2020.01.19 20:33
| 


【Cetus Mk3】Tiertime Cetus MK3の詳細
2020.01.17
Tiertime CETUS MK3の情報って意外と少ない。日本では絶望的。
Youtubeでは3Dマニアのユーチューバーが紹介し絶賛しているけど、若干名。
いかんせん激安系ではなくプリントエリアが広いわけではないので使用者は少ないようだ。
ホビーだとここまでしっかりしたものは必要ないということなんだろうか(;´Д`)ウーム
今回のAliexpressのセールではこれの前作であるMK2がかなり安く売ってました。
なんと$196です(現在は$399)。PLAだけで使いたいなら必要十分です。
ただうちではMK2では用が足りないのです。PLAって加水分解する時点で部品としてはまったく使えない。熱や対候性にも弱いということで屋内の飾り物ぐらいにしか用途が無いわけです。
MK2のデラックスモデル(ヒートベッドも合わさったモデル)は現在販売していないようなのでMK3しか選択肢は無いわけですね。(MK2用のヒートベッド単体での販売は販売終了のようです)
ということでMK3について、たまにMK2との部品構成とくらべて評論していきます。
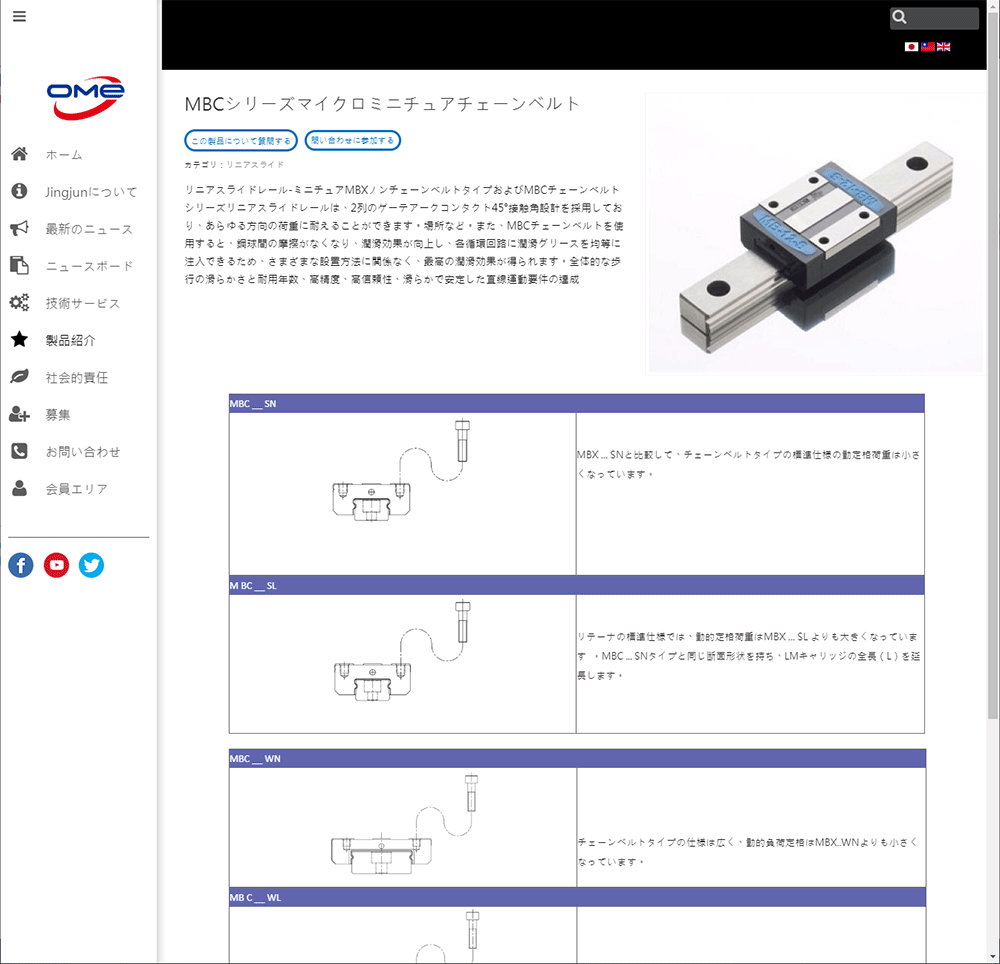
まず残念な変更から。Kickstarterでの初代プロリダクションモデルは台湾のHIWINレールを採用されていました。製品となったMK1、MK2はIKO日本トムソン製のリニアレールを採用で品質がアップ。ですがMK3から台湾の老舗でOME製に変更になっています。海外Youtuberのレビューを見てると、リニアレールの世界的な需要は明らかに増加しているため入手困難で価格上昇に伴い変更したということです。さらに基本モデルの価格は4.99ドル値上げされました。このOMEという製品はあまりメジャーじゃないので実績はわかりませんが、品質は落ちていないとYoutuberは言います。私としては日本産のレールが廃止されたのは残念だけど、HIWIN独特のカラーリングが好きじゃないので品質がまともなら青と黒を基調したOMEでよかったと思う。
よくよく見ると在庫中のMK2も、写真をみるとOMEレールになっているので今後はモデルに関係なくこのメーカーのレールを仕入れていくのかもしれませんね。

次に、メイン基板が大きく変更になりました。3Dプリンターとして一般的なオプションを繋げることができるボードに切り替わったのです。
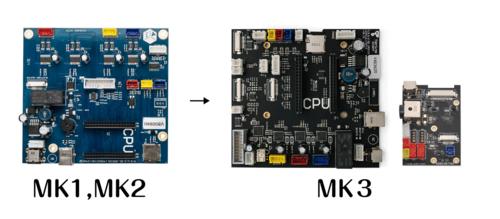
あとReprap系のフリーソフトが使えるようにCPUの差し替えができるようになりました。

Open Source CPU をオプションとして購入し挿しなおすことで、このCPUにSmoothieware firmwareを入れ込むことができます。Smoothieware firmwareが入ってしまえばSimplify3D, Slic3R, Cura, Octoprintがダイレクトに使えるようになります。使い慣れたアプリで設定を煮詰めた人はうれしいかもしれませんね。標準で使えるUP Studioは完成されたアプリですが、それでは満足しない人には朗報です。
とはいってもUP StudioがGコードの読み込みに対応しているので、SimplifyでスライスしGコードをファイルで吐き出し、それをUP Studioで読み込んで実行すればCPUを変えなくても行けるんですけどね・・
次にリミットスイッチです。MK2まではリミットスイッチが付いていませんでした。
激突した時の電流検出で上限を見つけ出すという荒業です(;´Д`)
それがMK3になってリミットスイッチが追加されるようになりました。
電流検出の機能もまだ存在してると思うのでスイッチが故障したときにも反応してくれると思いますが、激突時に少なからず負担が来るのを避けるためなのでしょうが、これが多少のコストアップに繋がっているのだと思われます。
電源が消失した場合に、z軸の重さによりヘッドがベッドまで落下する問題がMK2までありましたが、これは結構クリティカルな問題で、ベッドやノズル、または印刷物にダメージを与えるのでかなり不評だったようです。その問題に対応し、MK3では落下は停止されないまでも、緩やかに落ちるように改良されました。
ダイレクトエクストルーダーは大事なことだけど採用をためらうメーカーが多いシステムです。ヘッドが重くなるためにX軸移動の振動を抑えられなくなる可能性があるからです。
Cetusはその問題を恐れず果敢に採用しています。高速印刷すると100%は打ち消せないにしても基本部分は金属の剛性力でねじ伏せ、ベルトに直接ヘッドパーツをねじ止めするという斬新な発想でだいぶ軽減できていると思います。(ただこの方法はベルトの穴が拡大されていく可能性があるので定期的にベルト交換を考えないといけませんね。)ダイレクトエクストルーダーの何がそんなに良いのかというと、エクストルーダーからノズル先端までの距離が最短になるので、フレキシブルフィラメントも使えるということです。PTFEチューブの中を長く巡らして届ける方式はどうしても押し出し力に問題が出てきますのでね。
既存のPLAやABSの吐出コントロールも正確になることは間違いないです。
良い点だけではなんなので、この製品の弱点も述べておきます。
Cetus MK3はUSBメモリが使えません。そして液晶タッチモニターが現在非売品の為、プリンター単独での操作が行えません。
その代わり無線LANを備えており、全データを転送してから印刷が始まるので仮に接続が切れたとしても続行可能。リアルタイムで印刷状況が送られてくるのでPCの大画面で状況確認ができます。UP StudioはiPadにも対応しているのでそちらで情報の受け渡しをしてもいいと思います。やはり情報は大画面のほうが扱いやすいですしね。
本音を言えば画面が小さくてもノズルとベッドの温度計くらいは本体に欲しいところですが、それは「買えないので他社の液晶を検討している。CetusMK3に付けることができるか?」という質問をTiertimeに投げかけているので返事まちです。
あと、UP Studioでは積層ピッチリストに0.05が無いですね。0.1以上となってます。高精細な印刷をしたいときにちょっと不満が残ります。機械的には0.05まで行けるはずなので、必要な場合はSimplifyとかでスライスするしかないかな・・。
あとベッドに4つの穴が開いているのですが、3つをねじ固定用の穴として利用されています。
直接印刷するとこの穴が邪魔になるので、ラフトを作ることが奨められていますが、ラフトってあまり美しくないんですよね。
しかもヒートベッドモデルは、表面がコーティングされてないらしく直接印刷できないという話も聞きました。そのためヒートベッドには上に載せるマットが付くようです。
これに不満な人はガラス板あたりを用意する必要がありそうです。
ノズルは専用設計です。一般的に売られている安物中華は使えません。これが結構高い(;´∀`)
3本セットで$29+$11.47(送料)がかかります。このことあって付属ノズルの他、別に3種類(0.2mm,0.4mm,0.6mm)ついてくるデラックスモデルにしました。(先端だけでいいなら$12+$11.47)
詰まりを直している最中にも印刷ができないと困りますしね(;´∀`)
詳しい動画は以下のYoutubeを参照するといいと思う
こういったことを事前に調査をしているうちに、ようやく国内に入ってきたようです。
ここまでくるのに11日以上掛かっています。このプリンターは入手まで時間がかかるのでその点もマイナス点の一つですね。
急ぎの人はとても高いですが、アマゾンでも売ってるのでそちらから手に入れたほうがいいですね。

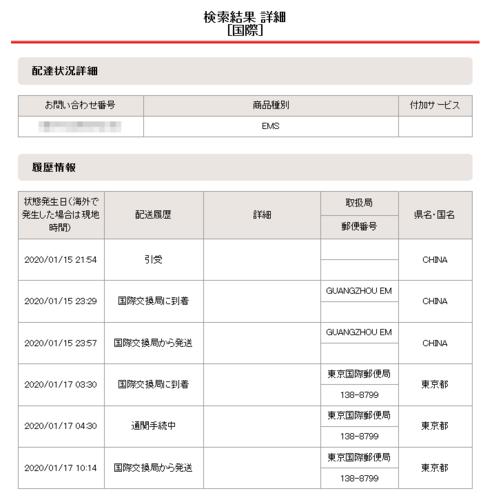
これだけ日数がかかっていてもなんとEMSです。もちろん結構な額の送料を払っています。
EMSと言えば特急便扱いですが流石中国、中国内で航空便は使われないようです(;´Д`)
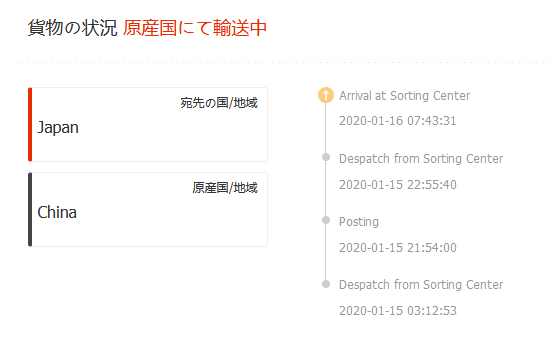
中国の追跡は一筋縄ではいきません。
発送した市から大都市に移動するまで一切更新されませんし、一切追跡にのらないこともあります。
しかも途中から運送会社を変えて輸送なんてこともよく起きるので同じ追跡サービスでは追えなくなることも多いのです。
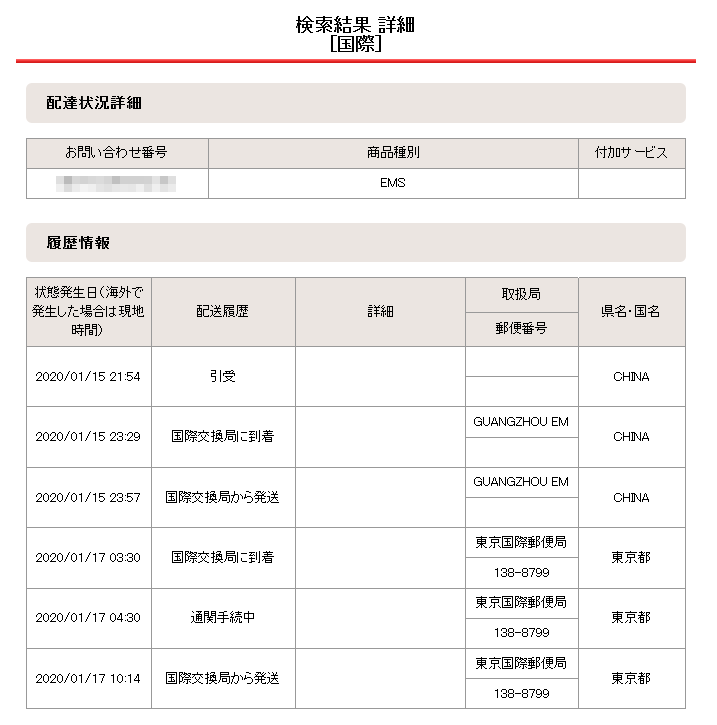
とりあえず1社が提供する追跡サービスでは様が足りません。
まずおすすめするのは4PXと17trackです。で郵便局のEMS追跡です。この3サービスを併用するのが一番ですね。

Aliexpressの高い買い物で、まったく関係ない伝票番号を知らされことがあります。、
当然それで追跡してたら関係ないところに配送されたわけですが、その後販売者から「不在が長期間続いたので返送されてきた。返送料金が余計にかかったので金払え」というクレームが来たことがあります。もちろんうちには一度も配送されたこともないですし不在通知もきていません。こんな販売店相手に苦労するのは嫌なのでAliexpressのOpenDisputeサービスでキャンセル&返金処理を行ってもらいましたが、こういった例も中国ショップでは結構あるので
要注意なのです。追跡は毎日行うことをお勧めします。
日本に入ってしまえばもう安心。紛失の心配もなくなるし、1日~2日で届くでしょう。
それまではどこで紛失されるかホント不安で仕方がありませんでした(;´Д`)
次は届いてからパーツ単位のレビューを書きます。
Youtubeでは3Dマニアのユーチューバーが紹介し絶賛しているけど、若干名。
いかんせん激安系ではなくプリントエリアが広いわけではないので使用者は少ないようだ。
ホビーだとここまでしっかりしたものは必要ないということなんだろうか(;´Д`)ウーム
今回のAliexpressのセールではこれの前作であるMK2がかなり安く売ってました。
なんと$196です(現在は$399)。PLAだけで使いたいなら必要十分です。
ただうちではMK2では用が足りないのです。PLAって加水分解する時点で部品としてはまったく使えない。熱や対候性にも弱いということで屋内の飾り物ぐらいにしか用途が無いわけです。
MK2のデラックスモデル(ヒートベッドも合わさったモデル)は現在販売していないようなのでMK3しか選択肢は無いわけですね。(MK2用のヒートベッド単体での販売は販売終了のようです)
ということでMK3について、たまにMK2との部品構成とくらべて評論していきます。
まず残念な変更から。Kickstarterでの初代プロリダクションモデルは台湾のHIWINレールを採用されていました。製品となったMK1、MK2はIKO日本トムソン製のリニアレールを採用で品質がアップ。ですがMK3から台湾の老舗でOME製に変更になっています。海外Youtuberのレビューを見てると、リニアレールの世界的な需要は明らかに増加しているため入手困難で価格上昇に伴い変更したということです。さらに基本モデルの価格は4.99ドル値上げされました。このOMEという製品はあまりメジャーじゃないので実績はわかりませんが、品質は落ちていないとYoutuberは言います。私としては日本産のレールが廃止されたのは残念だけど、HIWIN独特のカラーリングが好きじゃないので品質がまともなら青と黒を基調したOMEでよかったと思う。
よくよく見ると在庫中のMK2も、写真をみるとOMEレールになっているので今後はモデルに関係なくこのメーカーのレールを仕入れていくのかもしれませんね。
次に、メイン基板が大きく変更になりました。3Dプリンターとして一般的なオプションを繋げることができるボードに切り替わったのです。
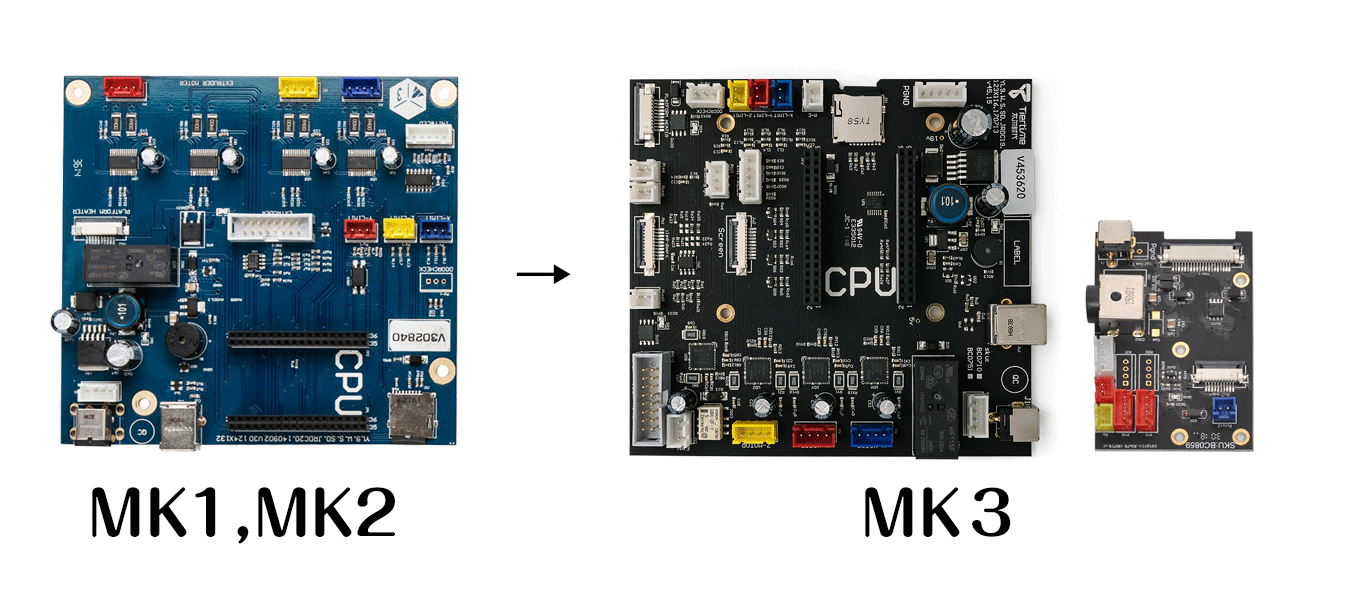
あとReprap系のフリーソフトが使えるようにCPUの差し替えができるようになりました。

Open Source CPU をオプションとして購入し挿しなおすことで、このCPUにSmoothieware firmwareを入れ込むことができます。Smoothieware firmwareが入ってしまえばSimplify3D, Slic3R, Cura, Octoprintがダイレクトに使えるようになります。使い慣れたアプリで設定を煮詰めた人はうれしいかもしれませんね。標準で使えるUP Studioは完成されたアプリですが、それでは満足しない人には朗報です。
とはいってもUP StudioがGコードの読み込みに対応しているので、SimplifyでスライスしGコードをファイルで吐き出し、それをUP Studioで読み込んで実行すればCPUを変えなくても行けるんですけどね・・
次にリミットスイッチです。MK2まではリミットスイッチが付いていませんでした。
激突した時の電流検出で上限を見つけ出すという荒業です(;´Д`)
それがMK3になってリミットスイッチが追加されるようになりました。
電流検出の機能もまだ存在してると思うのでスイッチが故障したときにも反応してくれると思いますが、激突時に少なからず負担が来るのを避けるためなのでしょうが、これが多少のコストアップに繋がっているのだと思われます。
電源が消失した場合に、z軸の重さによりヘッドがベッドまで落下する問題がMK2までありましたが、これは結構クリティカルな問題で、ベッドやノズル、または印刷物にダメージを与えるのでかなり不評だったようです。その問題に対応し、MK3では落下は停止されないまでも、緩やかに落ちるように改良されました。
ダイレクトエクストルーダーは大事なことだけど採用をためらうメーカーが多いシステムです。ヘッドが重くなるためにX軸移動の振動を抑えられなくなる可能性があるからです。
Cetusはその問題を恐れず果敢に採用しています。高速印刷すると100%は打ち消せないにしても基本部分は金属の剛性力でねじ伏せ、ベルトに直接ヘッドパーツをねじ止めするという斬新な発想でだいぶ軽減できていると思います。(ただこの方法はベルトの穴が拡大されていく可能性があるので定期的にベルト交換を考えないといけませんね。)ダイレクトエクストルーダーの何がそんなに良いのかというと、エクストルーダーからノズル先端までの距離が最短になるので、フレキシブルフィラメントも使えるということです。PTFEチューブの中を長く巡らして届ける方式はどうしても押し出し力に問題が出てきますのでね。
既存のPLAやABSの吐出コントロールも正確になることは間違いないです。
良い点だけではなんなので、この製品の弱点も述べておきます。
Cetus MK3はUSBメモリが使えません。そして液晶タッチモニターが現在非売品の為、プリンター単独での操作が行えません。
その代わり無線LANを備えており、全データを転送してから印刷が始まるので仮に接続が切れたとしても続行可能。リアルタイムで印刷状況が送られてくるのでPCの大画面で状況確認ができます。UP StudioはiPadにも対応しているのでそちらで情報の受け渡しをしてもいいと思います。やはり情報は大画面のほうが扱いやすいですしね。
本音を言えば画面が小さくてもノズルとベッドの温度計くらいは本体に欲しいところですが、それは「買えないので他社の液晶を検討している。CetusMK3に付けることができるか?」という質問をTiertimeに投げかけているので返事まちです。
あと、UP Studioでは積層ピッチリストに0.05が無いですね。0.1以上となってます。高精細な印刷をしたいときにちょっと不満が残ります。機械的には0.05まで行けるはずなので、必要な場合はSimplifyとかでスライスするしかないかな・・。
あとベッドに4つの穴が開いているのですが、3つをねじ固定用の穴として利用されています。
直接印刷するとこの穴が邪魔になるので、ラフトを作ることが奨められていますが、ラフトってあまり美しくないんですよね。
しかもヒートベッドモデルは、表面がコーティングされてないらしく直接印刷できないという話も聞きました。そのためヒートベッドには上に載せるマットが付くようです。
これに不満な人はガラス板あたりを用意する必要がありそうです。
ノズルは専用設計です。一般的に売られている安物中華は使えません。これが結構高い(;´∀`)
3本セットで$29+$11.47(送料)がかかります。このことあって付属ノズルの他、別に3種類(0.2mm,0.4mm,0.6mm)ついてくるデラックスモデルにしました。(先端だけでいいなら$12+$11.47)
詰まりを直している最中にも印刷ができないと困りますしね(;´∀`)
詳しい動画は以下のYoutubeを参照するといいと思う
こういったことを事前に調査をしているうちに、ようやく国内に入ってきたようです。
ここまでくるのに11日以上掛かっています。このプリンターは入手まで時間がかかるのでその点もマイナス点の一つですね。
急ぎの人はとても高いですが、アマゾンでも売ってるのでそちらから手に入れたほうがいいですね。
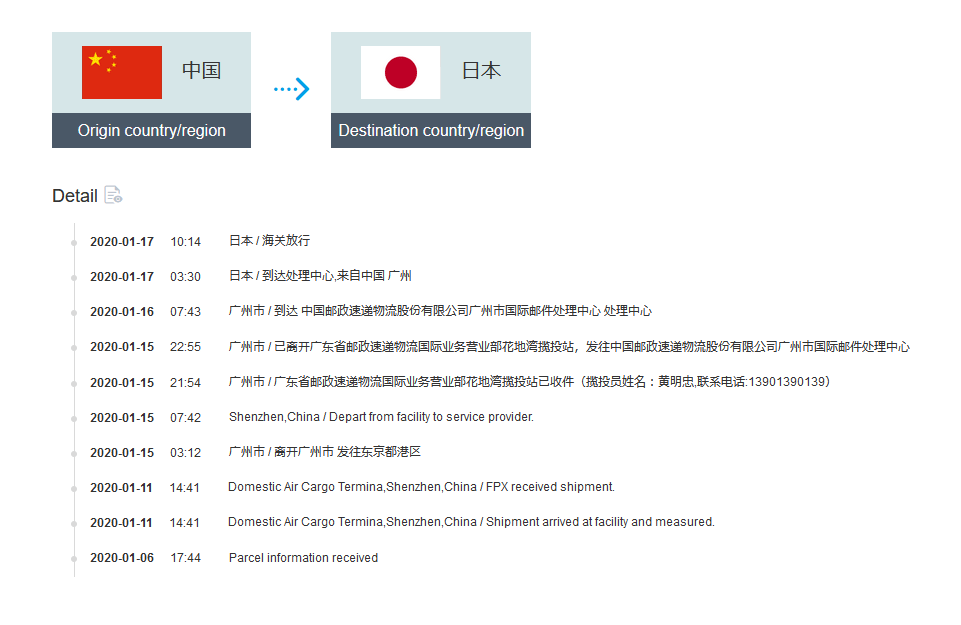
これだけ日数がかかっていてもなんとEMSです。もちろん結構な額の送料を払っています。
EMSと言えば特急便扱いですが流石中国、中国内で航空便は使われないようです(;´Д`)
中国の追跡は一筋縄ではいきません。
発送した市から大都市に移動するまで一切更新されませんし、一切追跡にのらないこともあります。
しかも途中から運送会社を変えて輸送なんてこともよく起きるので同じ追跡サービスでは追えなくなることも多いのです。
とりあえず1社が提供する追跡サービスでは様が足りません。
まずおすすめするのは4PXと17trackです。で郵便局のEMS追跡です。この3サービスを併用するのが一番ですね。
Aliexpressの高い買い物で、まったく関係ない伝票番号を知らされことがあります。、
当然それで追跡してたら関係ないところに配送されたわけですが、その後販売者から「不在が長期間続いたので返送されてきた。返送料金が余計にかかったので金払え」というクレームが来たことがあります。もちろんうちには一度も配送されたこともないですし不在通知もきていません。こんな販売店相手に苦労するのは嫌なのでAliexpressのOpenDisputeサービスでキャンセル&返金処理を行ってもらいましたが、こういった例も中国ショップでは結構あるので
要注意なのです。追跡は毎日行うことをお勧めします。
日本に入ってしまえばもう安心。紛失の心配もなくなるし、1日~2日で届くでしょう。
それまではどこで紛失されるかホント不安で仕方がありませんでした(;´Д`)
次は届いてからパーツ単位のレビューを書きます。
PET-Gフィラメントを使ってみた。苦悩(;´Д`)
2020.01.11
ABSで部品を作ってきたけど、完全に反りを克服するのは難しい。
あと割れないように粘り強さを求めるとABSじゃなくPET-Gにシフトするべきと考えました。


サインスマートのPET-Gが安価で性能がいいという話なので、Amazonから購入しました。
始めてのフィラメントなので、事前情報を万全に収集してから挑みましたが、
このフィラメントはプリンタ単位で調整するべきだと思いましたね。
ネットの情報だけではキレイに印刷できませんでした。
まず一番の難関ポイントはベッドに定着しないこと。
ガラス面に直でも、マスキングテープの上でもまったく乗りません。
押し付けても、乗せるようにスキマを多くとってもダメ。水と油のように反発しあって定着しません。

最後は結局スティックノリに頼ることに。
ただ定着させるならこれが一番。スティックのりは造形中に外れてしまうというリスクがあるので反りが強いABSでは使えないがPET-Gではどうだろうか・・
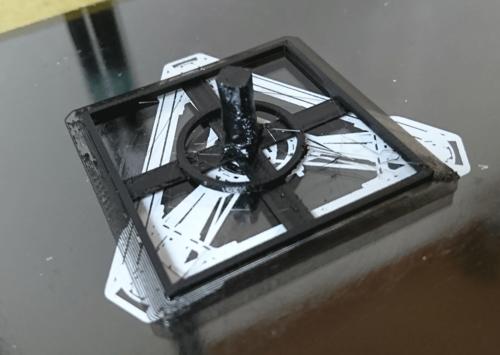
定着はした。だけど温度の問題でデコボコと糸引きがはんぱない(;´Д`)
とてもじゃないがキレイとはいえない。
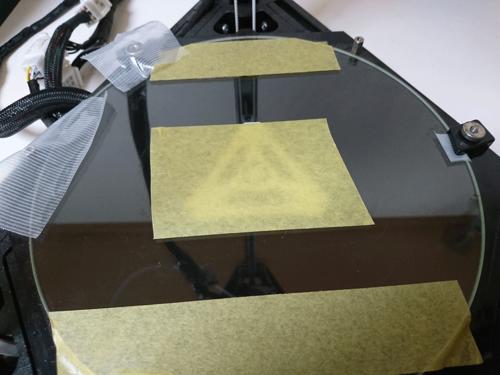
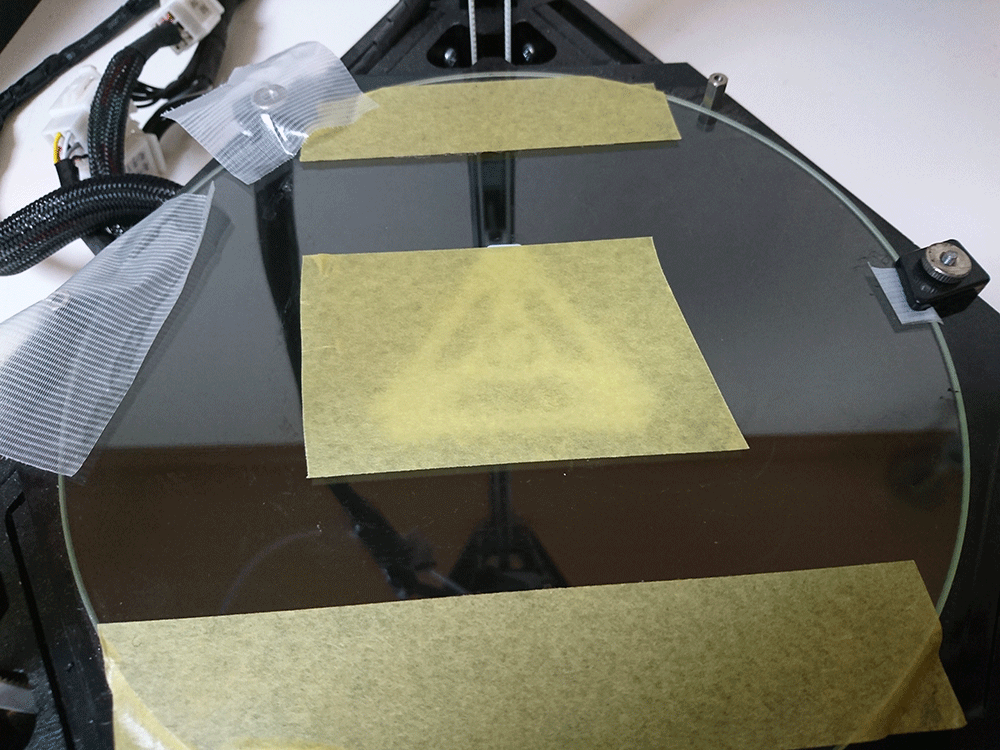
マスキングテープにスティックノリを塗布しても試してみた。
これが成功すれば、ガラス板を清掃する手間が省けるので楽ちんなんだが・・
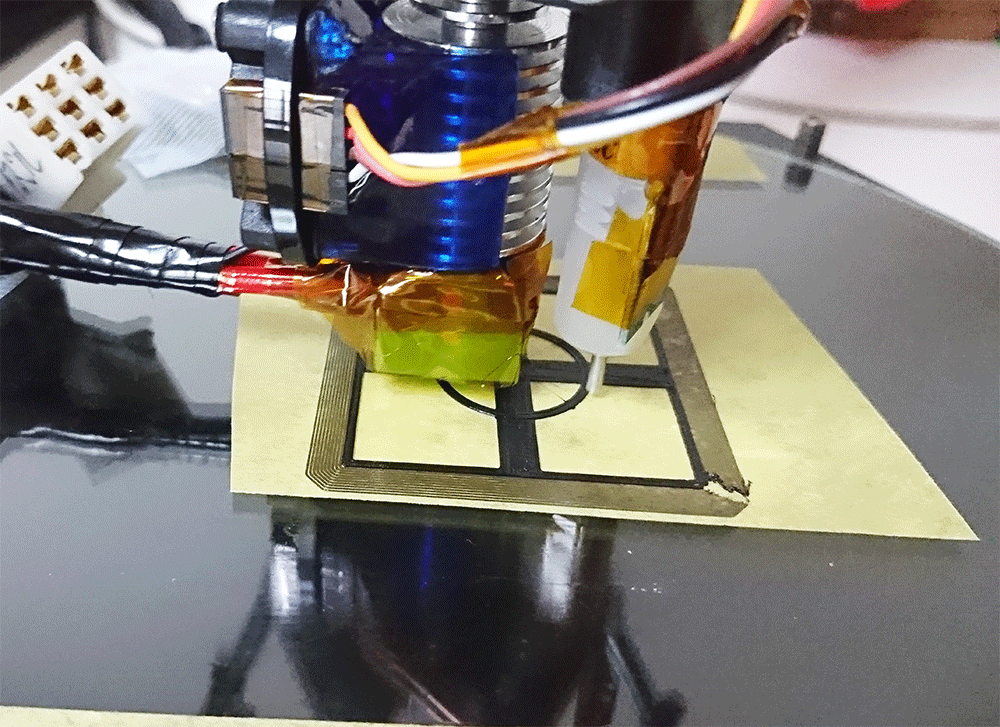
定着は問題なくできた。下が黄色なのでフィラメントの乗り具合がよくわかる。
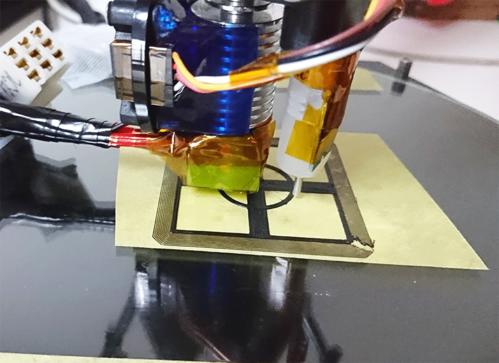
積層0.1mmのところ、一層目の高さを50%に抑えて安定させたのだが、0.05mm厚で印刷されていると思うのでベッドの水平狂いをしっかり拾ってしまっているのはご愛敬(;´Д`)
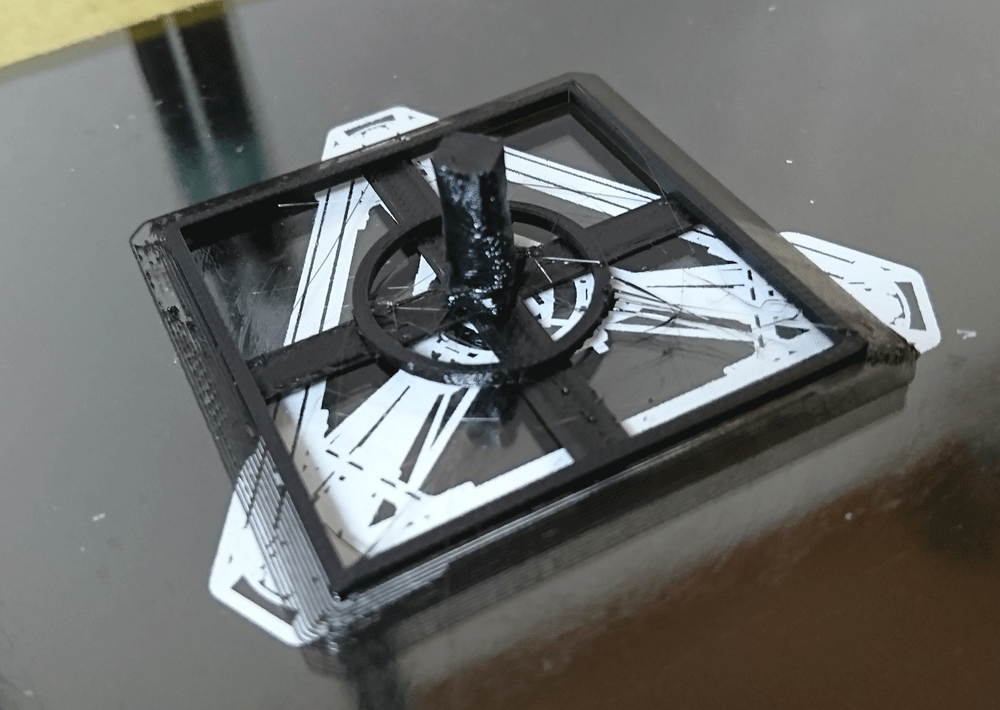
何度も失敗してやっと形にできた。
これで一層目230度。二層目以降223度。ベッドは70℃スタートで印刷中に100℃まで上昇しキープする設定。
この温度設定でPET-G特有の糸引き現象はいままでのABSと同じレベルに落ち着いた。
中央のタワーに溶融溜まりが盾に並んでしまっているので、まだ温度を下げるか、フィラメントの送り出しを末端時の数mm前に止めるか、もう少し設定を煮詰める必要がありそう。
憶測の話になるけど、うちのプリンタは温度が低く表示されている気がする。230℃と表示していても実際は233あたりまででているのではなかろうか。ここらへんはヒートブロックに挿し込んだサーミスタの位置関係や接触具合が関係してくるのでプリンタごとに微調整するしか方法がないと思う。ネットに飛び交う情報では230℃が安定と書いている人が多い。私も220℃から240℃まで段階的に確かめて上記の設定を導きだした。
ノズル先端からの吐出はABSより優れている気がした。それはエクストルーダーじゃなく手で押し込んだ時に思ったこと。
軽い力でスルスルスルとでてくるのだ。
しかもフィラメント自体はABSよりも弾力性に富んでいて中々破断しない様子。つまり引き抜きのレスポンスもいいのでリトラクションは3mm設定で充分な効果を得られた。それ以上は効果はないし、5mmとか引き上げると溶けたフィラメントがPTFEチューブに触れてしまってノズルつまりの原因になると思う。
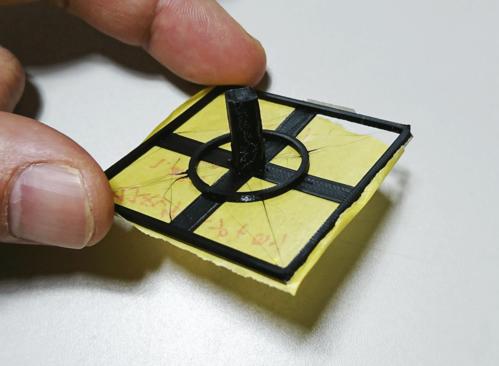
中央のタワーを除いての計測だけど、驚くべきことにデルタでもかなりの精度で印刷できている。
ABSと違って反りや変形がしにくいからなのか。これは極めれば部品印刷に十分使える!
ただこのフィラメントはテカりがすごいなぁ。部品として使うならマッドのほうが美しいのだけど・・・
まもなくCetus Mk3が届くのであとはそちらで設定を煮詰めることにしよう(;'∀')
あと割れないように粘り強さを求めるとABSじゃなくPET-Gにシフトするべきと考えました。

サインスマートのPET-Gが安価で性能がいいという話なので、Amazonから購入しました。
始めてのフィラメントなので、事前情報を万全に収集してから挑みましたが、
このフィラメントはプリンタ単位で調整するべきだと思いましたね。
ネットの情報だけではキレイに印刷できませんでした。
まず一番の難関ポイントはベッドに定着しないこと。
ガラス面に直でも、マスキングテープの上でもまったく乗りません。
押し付けても、乗せるようにスキマを多くとってもダメ。水と油のように反発しあって定着しません。

最後は結局スティックノリに頼ることに。
ただ定着させるならこれが一番。スティックのりは造形中に外れてしまうというリスクがあるので反りが強いABSでは使えないがPET-Gではどうだろうか・・
定着はした。だけど温度の問題でデコボコと糸引きがはんぱない(;´Д`)
とてもじゃないがキレイとはいえない。
マスキングテープにスティックノリを塗布しても試してみた。
これが成功すれば、ガラス板を清掃する手間が省けるので楽ちんなんだが・・
定着は問題なくできた。下が黄色なのでフィラメントの乗り具合がよくわかる。
積層0.1mmのところ、一層目の高さを50%に抑えて安定させたのだが、0.05mm厚で印刷されていると思うのでベッドの水平狂いをしっかり拾ってしまっているのはご愛敬(;´Д`)

何度も失敗してやっと形にできた。
これで一層目230度。二層目以降223度。ベッドは70℃スタートで印刷中に100℃まで上昇しキープする設定。
この温度設定でPET-G特有の糸引き現象はいままでのABSと同じレベルに落ち着いた。
中央のタワーに溶融溜まりが盾に並んでしまっているので、まだ温度を下げるか、フィラメントの送り出しを末端時の数mm前に止めるか、もう少し設定を煮詰める必要がありそう。
憶測の話になるけど、うちのプリンタは温度が低く表示されている気がする。230℃と表示していても実際は233あたりまででているのではなかろうか。ここらへんはヒートブロックに挿し込んだサーミスタの位置関係や接触具合が関係してくるのでプリンタごとに微調整するしか方法がないと思う。ネットに飛び交う情報では230℃が安定と書いている人が多い。私も220℃から240℃まで段階的に確かめて上記の設定を導きだした。
ノズル先端からの吐出はABSより優れている気がした。それはエクストルーダーじゃなく手で押し込んだ時に思ったこと。
軽い力でスルスルスルとでてくるのだ。
しかもフィラメント自体はABSよりも弾力性に富んでいて中々破断しない様子。つまり引き抜きのレスポンスもいいのでリトラクションは3mm設定で充分な効果を得られた。それ以上は効果はないし、5mmとか引き上げると溶けたフィラメントがPTFEチューブに触れてしまってノズルつまりの原因になると思う。
中央のタワーを除いての計測だけど、驚くべきことにデルタでもかなりの精度で印刷できている。
ABSと違って反りや変形がしにくいからなのか。これは極めれば部品印刷に十分使える!
ただこのフィラメントはテカりがすごいなぁ。部品として使うならマッドのほうが美しいのだけど・・・
まもなくCetus Mk3が届くのであとはそちらで設定を煮詰めることにしよう(;'∀')
次期3Dプリンターの検討
2020.01.09
去年は私にとって3Dプリンターが大活躍した年で、いろんな部品を作成しました。
家電の修理から新設計のパーツまで幅広くです。
紙の印刷並みに使うことが多くなってきたので、そろそろ精度と信頼性の高いプリンターが必要に迫られています。
正直今のKossel改を馬車馬の様に使うには限界です(;´Д`)
しかも焦げて溶けました(;´Д`)
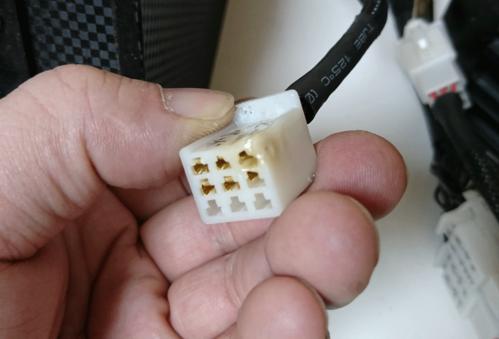
ある日、ヒーターエラーが出るのでおかしいなと思ってたら、ヒートベッドが全く温まらなくなって、
断線か?と配線をたどっていったらこんなことが起きてました。
こえぇぇ(;´Д`)

信頼と安心のギボシ端子で直しましたのでとりあえず安心。
しかし、使ってた中華コネクタは8Aまでokのはずだったのですが・・解せぬ(;´Д`)
で、新しい機種を選定しています。重要なのは精度(正確性)です。
精度といえば、最近の流行りだと光造形なんでしょうけど素材がレジンだけでは要求に耐えられないのでFDM式から選ぶことにします。
次点で故障率の低さと携帯性。出先で印刷することもあるので小さいと大変助かります。
印刷サイズは、基板ケースが作成できるほどの大きさがあればいいので高望みしません。
今までのデルタが円形のプリントエリアだったので四角を印刷するときは小さいものしか作れませんでしたし・・・・
上記の願望を実現するとして、必要な項目を上げていきます。
・直交型の3Dプリンタ
・スライド部は全てリニアレール
・ダイレクトエクストルーダー
・ノズルが簡単に交換可能であること。
・オートレベリング対応
・ヒートベッド対応
・PETGやポリカーボネートが印刷できるもの
・WiFi対応
上記はクリアしてもらわないとこれからの仕事道具としてはちょっと厳しい。
まず順を追って書きます。
なぜ直交型かというと縦横方向の正確性が高いからです。寸法や歪みをあまり気にせず速さだけを求めるならデルタのほうが優秀な気がします。ですがデルタは可動部が異常に多いため、1か所でも遊びが出るとプリントの精度に大きく影響します。デルタは単純に考えても、ヘッドの可動部分がリニアレール3本、カーボンロッド6本、ロッドには両端にロッドエンドベアリングが1つずつ。計15か所の可動部があります。それにくらべ直交型はリニアレール3本のみなので歪みにくく、調整がしやすいという特徴があります。
次にスライド部のすべてにリニアレールを採用しているものというのは、剛性とすべりの均一性が重要だからですね。安い製品は未だゴムのプーリーでアルミフレームの側面を転がすタイプがあるのですが、これは可動部がタイヤの数だけ増えることになるので1つでも滑らかさを失えば精度に影響がでます。タイヤが真円でないと話にならないだけでなく、摩耗や汚れなんかで大きく狂いそうですね。もっと言えばベルトじゃなくボールねじ式のが欲しいのだけど、高いので手が出ません(;´Д`)
ダイレクトエクストルーダーがなぜ必要なのかというと、フィラメント出力の応答性ですね。エクストルーダーからノズルまでの距離が長いと、フィラメントがバネと同じ作用が働き押したり引いたりの反応が鈍くなるのです。糸引きにも繋がるのでこれは重要だと思います。ただヘッドにモーターが付くことになるので重量が嵩み、バックラッシが起きやすくなるのも事実です。そのため速度が上げにくくなるという難点はありますが、それは目をつぶれる問題です。
ノズルの交換のしやすさは、トラブル時の早期解決にも繋がるのでとても重要です。Kosselではノズルを交換するたびにいろんなパーツや配線を外さないといけませんし、交換するたびに高さが結構狂うので、そのたびに調整が必要です。
オートレベリングは今後必須となるでしょうね。気温によっても変わってきますし、テーブルが微妙に傾いていても狂ってきます。剛性だけでは語れないのです。
ヒートベッドは、様々な素材を安定して印刷するために必要不可欠です。反りや歪みなく印刷するためには外せない装備です。たとえPLAで印刷するのだとしてもです。
PETGやポリカーボネート等のフィラメントは溶融温度が高いので、ノズルのヒーターが重要になります。ヒーター能力が高いことはもちろん、ヒートブロックにカバーが付いていないのはちょっと信用できないですね。外気による乱降下を防ぐ意味でも簡易的なものだとしても付けている製品が好ましいです。印刷部に風をあてるファンがついている製品はノズルまで冷やしがちになるのでそういう意味でも必要です。専用設計のヒートブロックだと一般的なカバーが使えないので、最初から付いててくれないと困りますね。
最後のWifi対応はおまけ程度ですが、持ち歩くときにUSBケーブルが必要ないという手軽さがいいです(*´Д`)
これらを全部満たしているものというとなかなか安価にはないですね。
ベルトを使わないボールねじ式で門型のSnapmaker 2.0 Model350が一番いいんだけど軽く10万越え。高い上にまだキックスターター状態orz 今から買うと発送は6か月後以降となる模様・・・
CNCとレーザーもついているからトータルとしては安い部類なんだろうけどね。そんなものに期待していたら来年になってしまうかもしれないので別なものにします。
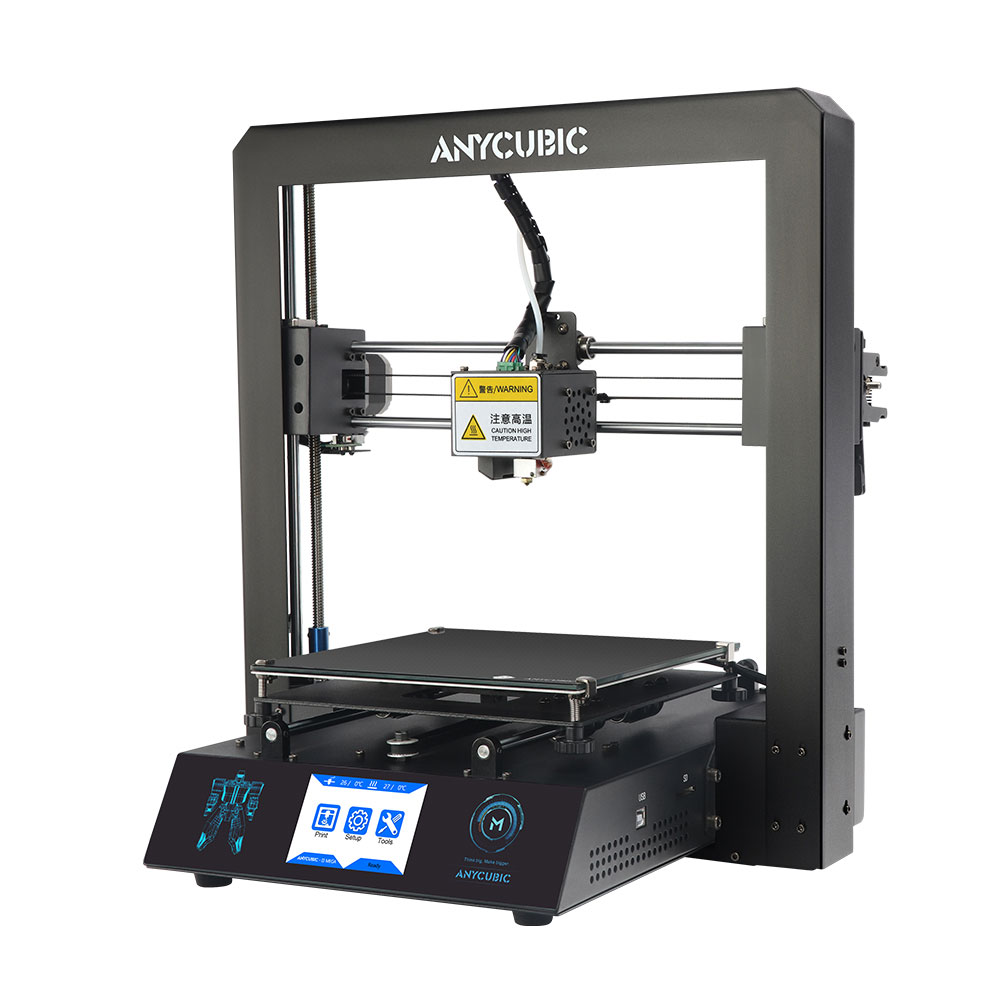
決定したのはTiertimeのCetus MK3 Standard Deluxeです。ほぼ完成品で基幹部分は全て金属の製品です。

上の写真は購入した時の引用ですが、丁度Aliexpressのクリアランスセールで、だいぶ安く売りだしてました。
しかも新型のExtruder Heater Kit-V2とステンレスノズル(0.4mmと0.6mm)とフィラメント一巻きがおまけでついてきます。大分お得(;'∀')
このステンノズルがないと、金属配合のフィラメントは使えないですからね。とっても大事です。
あと、Deluxe版の選択は重要。ヒートベッドとオートレベリングのセンサーと、それをコントロールするサブ基盤が付いてきます。これがないとMK2と同じPLA専用機になってしまうので要注意です。あとからオプションだけ買うと、セール価格になることは絶望的なのでかなり高い出費になります。セットで買えるなら買ってしまった方が絶対にいいと判断しました。
ほかに検討した商品は以下の物。どれも1週間限定のセール価格。通常価格から30%引き以上されてます。
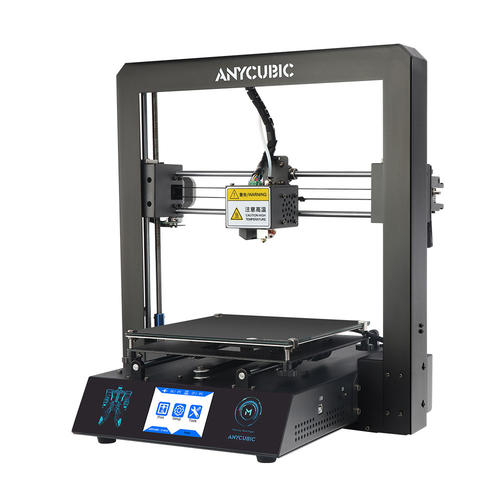
・ANYCUBIC I3 MEGA 送料込20,693円
写真はAliexpressからの引用です。
ヒートベッドが無く、ダイレクトエクストルーダーじゃない。この2つが残念ポイント。上位モデルを選ぶとヒートベッドが付くみたいだ。フィラメント切れセンサーが標準装備されてるのはこの価格としては凄いと思う。XとY軸はリニアブッシュとシャフト方式でベルト駆動、Z方向はリードスクリューでこちらもリニアブッシュとシャフトの組み合わせ。ベルト系は使ってない。これにより建付けが正確であればフレームの精度は格安系の中でズバ抜けているとおもう。しかもYoutubeでのレビューを見ていると値段の割に印刷結果がいいというコメントが多い。安くそこそこの印刷結果を求める人にはいい買い物だと思う。Cetus MK3以外といわれたら私はこれを選んでいたと思う。
ただYoutubeのレビューでPET-Gがなぜか成功しないというのを見た(;´Д`)
あとプリントエリアに対して図体がでかい。本体ケースを挟み込む門型だから仕方ないのかもしれないが、ここまででかいと携帯性はあきらめて、もっとプリントエリアの大きいものが欲しいかな。
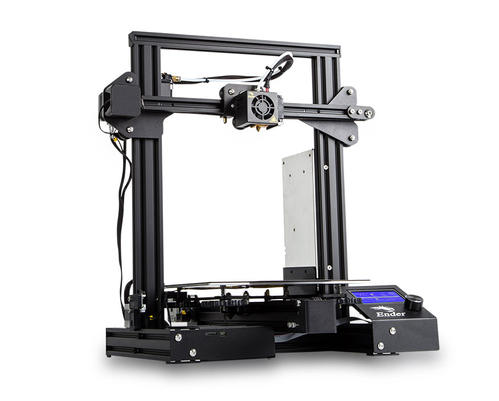
・Creality 3D Ender-3 Pro 送料込 20,685円
写真はAliexpressからの引用です。クリックすると商品ページに飛びます。
ダイレクトエクストルーダーじゃない。Z軸はリードスクリューを使っているのは好感が持てるがVローラー式なので論外。
何気にヒートベッドだったのは驚き。配線がチョロチョロしすぎてなんか不安。自分でコルゲートチューブに入れ込むことくらいはするだろうけど、きれいに隠蔽できないので見た目にも美しくない。

Tronxy X1 I3 Impresora 送料込11,964円
写真はAliexpressからの引用です。クリックすると商品ページに飛びます。
見た目はCETUSと似たような印象を受けるが全くの別物。ヒートベッド無し、Vローラー式、エクストルーダーは柱に括り付けるタイプ。プリントエリアが150x150x150mmと異常に小さい。精度がでないので積層は0.1mmから。価格で考えたら入門の中の入門という感じ。これをベースに改造して遊ぶならありかもしれない。

ARTILLERY Sidewinder SW-X1 送料込43,073円
写真はAliexpressからの引用です。クリックすると商品ページに飛びます。
広大なプリントエリア、フィラメント切れセンサーに、ヒートベッド、ダイレクトエクストルーダ、Z軸はベルトを使用しないでリードスクリュー式の移動。エンドストップは光センサー。ノズル先端を照らすライト。オートレベリング機能。Wi-Fi機能、モータードライバにTMCを採用等、値段が高いだけに装備もなかなかです。
しかし、ここまで装備が充実してるのに、XとY軸の移動にベルトを使い、すべての軸にリニアレールじゃなくVローラーを使ってるのが非常に残念。
結局望みをかなえてくれたのはちょっと高いけどCetus MK3 Deluxeだけだったということでした。長くなるのでMK3の仕様は別に書きます。書くと思う(;´Д`)
家電の修理から新設計のパーツまで幅広くです。
紙の印刷並みに使うことが多くなってきたので、そろそろ精度と信頼性の高いプリンターが必要に迫られています。
正直今のKossel改を馬車馬の様に使うには限界です(;´Д`)
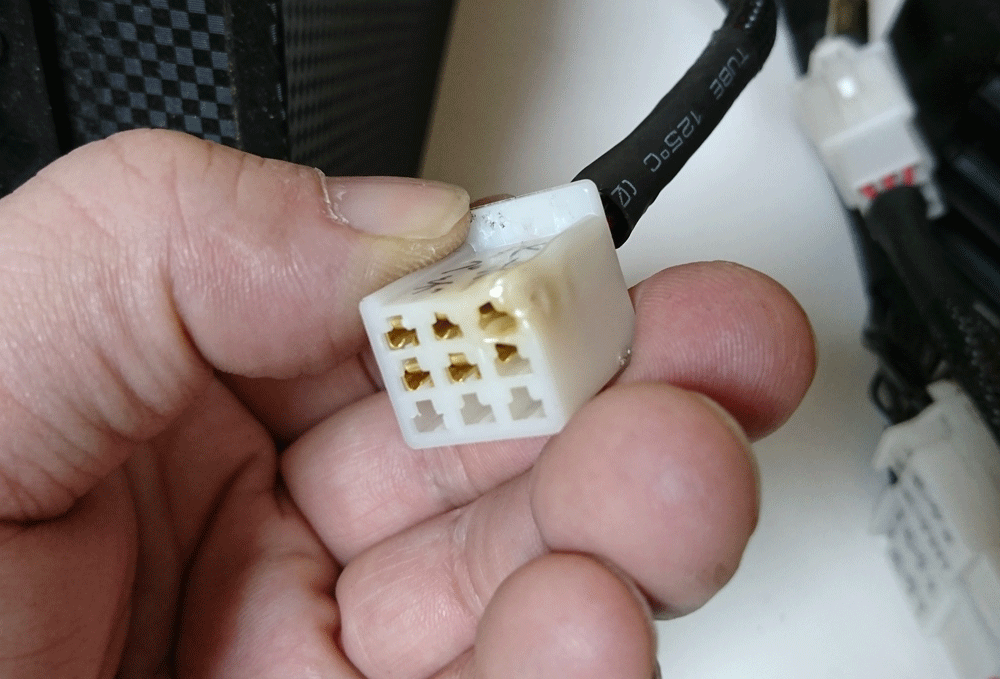
しかも焦げて溶けました(;´Д`)
ある日、ヒーターエラーが出るのでおかしいなと思ってたら、ヒートベッドが全く温まらなくなって、
断線か?と配線をたどっていったらこんなことが起きてました。
こえぇぇ(;´Д`)

信頼と安心のギボシ端子で直しましたのでとりあえず安心。
しかし、使ってた中華コネクタは8Aまでokのはずだったのですが・・解せぬ(;´Д`)
で、新しい機種を選定しています。重要なのは精度(正確性)です。
精度といえば、最近の流行りだと光造形なんでしょうけど素材がレジンだけでは要求に耐えられないのでFDM式から選ぶことにします。
次点で故障率の低さと携帯性。出先で印刷することもあるので小さいと大変助かります。
印刷サイズは、基板ケースが作成できるほどの大きさがあればいいので高望みしません。
今までのデルタが円形のプリントエリアだったので四角を印刷するときは小さいものしか作れませんでしたし・・・・
上記の願望を実現するとして、必要な項目を上げていきます。
・直交型の3Dプリンタ
・スライド部は全てリニアレール
・ダイレクトエクストルーダー
・ノズルが簡単に交換可能であること。
・オートレベリング対応
・ヒートベッド対応
・PETGやポリカーボネートが印刷できるもの
・WiFi対応
上記はクリアしてもらわないとこれからの仕事道具としてはちょっと厳しい。
まず順を追って書きます。
なぜ直交型かというと縦横方向の正確性が高いからです。寸法や歪みをあまり気にせず速さだけを求めるならデルタのほうが優秀な気がします。ですがデルタは可動部が異常に多いため、1か所でも遊びが出るとプリントの精度に大きく影響します。デルタは単純に考えても、ヘッドの可動部分がリニアレール3本、カーボンロッド6本、ロッドには両端にロッドエンドベアリングが1つずつ。計15か所の可動部があります。それにくらべ直交型はリニアレール3本のみなので歪みにくく、調整がしやすいという特徴があります。
次にスライド部のすべてにリニアレールを採用しているものというのは、剛性とすべりの均一性が重要だからですね。安い製品は未だゴムのプーリーでアルミフレームの側面を転がすタイプがあるのですが、これは可動部がタイヤの数だけ増えることになるので1つでも滑らかさを失えば精度に影響がでます。タイヤが真円でないと話にならないだけでなく、摩耗や汚れなんかで大きく狂いそうですね。もっと言えばベルトじゃなくボールねじ式のが欲しいのだけど、高いので手が出ません(;´Д`)
ダイレクトエクストルーダーがなぜ必要なのかというと、フィラメント出力の応答性ですね。エクストルーダーからノズルまでの距離が長いと、フィラメントがバネと同じ作用が働き押したり引いたりの反応が鈍くなるのです。糸引きにも繋がるのでこれは重要だと思います。ただヘッドにモーターが付くことになるので重量が嵩み、バックラッシが起きやすくなるのも事実です。そのため速度が上げにくくなるという難点はありますが、それは目をつぶれる問題です。
ノズルの交換のしやすさは、トラブル時の早期解決にも繋がるのでとても重要です。Kosselではノズルを交換するたびにいろんなパーツや配線を外さないといけませんし、交換するたびに高さが結構狂うので、そのたびに調整が必要です。
オートレベリングは今後必須となるでしょうね。気温によっても変わってきますし、テーブルが微妙に傾いていても狂ってきます。剛性だけでは語れないのです。
ヒートベッドは、様々な素材を安定して印刷するために必要不可欠です。反りや歪みなく印刷するためには外せない装備です。たとえPLAで印刷するのだとしてもです。
PETGやポリカーボネート等のフィラメントは溶融温度が高いので、ノズルのヒーターが重要になります。ヒーター能力が高いことはもちろん、ヒートブロックにカバーが付いていないのはちょっと信用できないですね。外気による乱降下を防ぐ意味でも簡易的なものだとしても付けている製品が好ましいです。印刷部に風をあてるファンがついている製品はノズルまで冷やしがちになるのでそういう意味でも必要です。専用設計のヒートブロックだと一般的なカバーが使えないので、最初から付いててくれないと困りますね。
最後のWifi対応はおまけ程度ですが、持ち歩くときにUSBケーブルが必要ないという手軽さがいいです(*´Д`)
これらを全部満たしているものというとなかなか安価にはないですね。
ベルトを使わないボールねじ式で門型のSnapmaker 2.0 Model350が一番いいんだけど軽く10万越え。高い上にまだキックスターター状態orz 今から買うと発送は6か月後以降となる模様・・・
CNCとレーザーもついているからトータルとしては安い部類なんだろうけどね。そんなものに期待していたら来年になってしまうかもしれないので別なものにします。
決定したのはTiertimeのCetus MK3 Standard Deluxeです。ほぼ完成品で基幹部分は全て金属の製品です。

上の写真は購入した時の引用ですが、丁度Aliexpressのクリアランスセールで、だいぶ安く売りだしてました。
しかも新型のExtruder Heater Kit-V2とステンレスノズル(0.4mmと0.6mm)とフィラメント一巻きがおまけでついてきます。大分お得(;'∀')
このステンノズルがないと、金属配合のフィラメントは使えないですからね。とっても大事です。
あと、Deluxe版の選択は重要。ヒートベッドとオートレベリングのセンサーと、それをコントロールするサブ基盤が付いてきます。これがないとMK2と同じPLA専用機になってしまうので要注意です。あとからオプションだけ買うと、セール価格になることは絶望的なのでかなり高い出費になります。セットで買えるなら買ってしまった方が絶対にいいと判断しました。
ほかに検討した商品は以下の物。どれも1週間限定のセール価格。通常価格から30%引き以上されてます。
・ANYCUBIC I3 MEGA 送料込20,693円
写真はAliexpressからの引用です。
ヒートベッドが無く、ダイレクトエクストルーダーじゃない。この2つが残念ポイント。上位モデルを選ぶとヒートベッドが付くみたいだ。フィラメント切れセンサーが標準装備されてるのはこの価格としては凄いと思う。XとY軸はリニアブッシュとシャフト方式でベルト駆動、Z方向はリードスクリューでこちらもリニアブッシュとシャフトの組み合わせ。ベルト系は使ってない。これにより建付けが正確であればフレームの精度は格安系の中でズバ抜けているとおもう。しかもYoutubeでのレビューを見ていると値段の割に印刷結果がいいというコメントが多い。安くそこそこの印刷結果を求める人にはいい買い物だと思う。Cetus MK3以外といわれたら私はこれを選んでいたと思う。
ただYoutubeのレビューでPET-Gがなぜか成功しないというのを見た(;´Д`)
あとプリントエリアに対して図体がでかい。本体ケースを挟み込む門型だから仕方ないのかもしれないが、ここまででかいと携帯性はあきらめて、もっとプリントエリアの大きいものが欲しいかな。

・Creality 3D Ender-3 Pro 送料込 20,685円
写真はAliexpressからの引用です。クリックすると商品ページに飛びます。
ダイレクトエクストルーダーじゃない。Z軸はリードスクリューを使っているのは好感が持てるがVローラー式なので論外。
何気にヒートベッドだったのは驚き。配線がチョロチョロしすぎてなんか不安。自分でコルゲートチューブに入れ込むことくらいはするだろうけど、きれいに隠蔽できないので見た目にも美しくない。
Tronxy X1 I3 Impresora 送料込11,964円
写真はAliexpressからの引用です。クリックすると商品ページに飛びます。
見た目はCETUSと似たような印象を受けるが全くの別物。ヒートベッド無し、Vローラー式、エクストルーダーは柱に括り付けるタイプ。プリントエリアが150x150x150mmと異常に小さい。精度がでないので積層は0.1mmから。価格で考えたら入門の中の入門という感じ。これをベースに改造して遊ぶならありかもしれない。
ARTILLERY Sidewinder SW-X1 送料込43,073円
写真はAliexpressからの引用です。クリックすると商品ページに飛びます。
広大なプリントエリア、フィラメント切れセンサーに、ヒートベッド、ダイレクトエクストルーダ、Z軸はベルトを使用しないでリードスクリュー式の移動。エンドストップは光センサー。ノズル先端を照らすライト。オートレベリング機能。Wi-Fi機能、モータードライバにTMCを採用等、値段が高いだけに装備もなかなかです。
しかし、ここまで装備が充実してるのに、XとY軸の移動にベルトを使い、すべての軸にリニアレールじゃなくVローラーを使ってるのが非常に残念。
結局望みをかなえてくれたのはちょっと高いけどCetus MK3 Deluxeだけだったということでした。長くなるのでMK3の仕様は別に書きます。書くと思う(;´Д`)
サーミスタの温度が正確なのか図ってみた
2019.03.25

3Dプリンターのノズル温度って、フィラメントが要求する温度に合っているのか?
と思うことがあります。Marlinの設定でサーミスタの種類を指定することで、
抵抗値に一致する温度を導き出せるようになっていますが、
実際は使っているノズルの素材やスロートの長さ、
ヒーターブロックのサイズ、それを覆っているものがあるか?
などによっても変わってきますし、自作プリンターはズレが結構あるものだと想像できます。
そもそもサーミスタの値はは触れているヒートブロックの温度で、
ノズルの温度ではないですからねぇ。
そこで非接触の温度計を使って計測してみることにしました。

アマゾンで買った非接触温度計。550度まで計れる高性能タイプ。

緩衝材なんてものはなく、ただ箱に入っているだけの究極梱包(;´Д`)

レーザーポインタの位置を目安にして温度を図ります。
実際はレーザーとセンサーの位置が1cmくらいズレているので
図りたい部分の1cmくらい上にレーザーを当てて計る必要があります。

接触式のデジタル温度計もオマケでついてます。
ノズルの温度を220度、ヒートベッドを100度に設定。

ノズルを測ってみて、うまい具合に確認できた温度が213.7度
220度にくらべ低い数値が出てますが、
直接温めているのはノズルではなくヒートブロックですし、
そのヒートブロックはカプトンテープで巻いてるわけなので、
表面温度でこの温度がでてるのは丁度いいのかもしれませんね。

ヒートベッド(中央部)も測ってみましたが100度に対して84.4度はちょっと低いです。
これも直接温めているのはヒートべッドです。↑の数値がガラス板の温度を拾っているのであれば
少し低くでるのはしかたないかな?と思えます。それでも90度は超えて欲しかったかな。
設定で110度まで上げてみようかな・・・

オマケで付いてきた接触式温度計ですが、
これは金属部分の先端を触れさせるだけでは駄目ですね。
先端以外の金属部分の放熱が上回って加熱が間に合ってないようです。
これは加熱したものに挿したり、液体の中に挿したりする用途にしか使えないです。