過去最大の印刷
2020.04.29
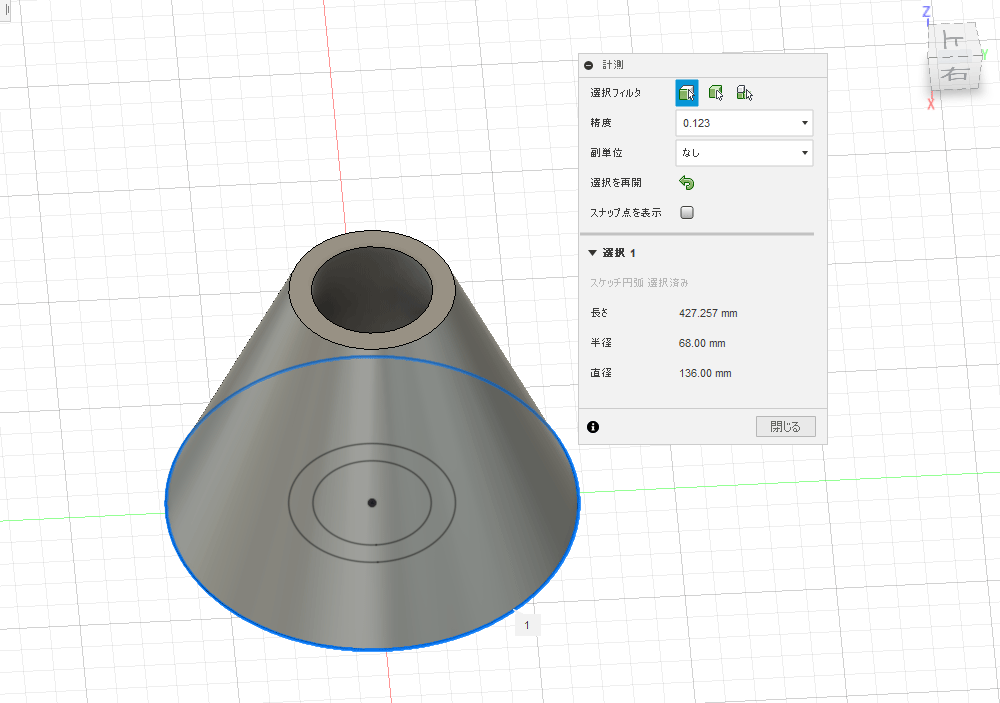
Cetus、今までで特大のサイズの造形です。車のタイヤチェンジャーのセンター出しに使う部品。
時間にして18時間50分。強度が必要なのでポリカーボネートです。
中はメッシュにしてるけど、300g使用します。
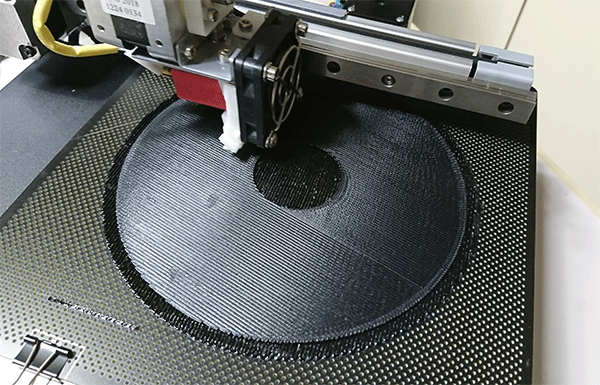
プレートが歪んできてるのか、広範囲だとラフトの定着度合いがおかしい。オートレベリングで吸収できてないと思われる。特に中央部は凹が強い。プレートから印刷物を剥がすときに煽っているのが悪影響してるんだと思う(;´Д`)
Cetusはこれでもか!ってほどラフトを厚く作るのでパーツには影響しないのが
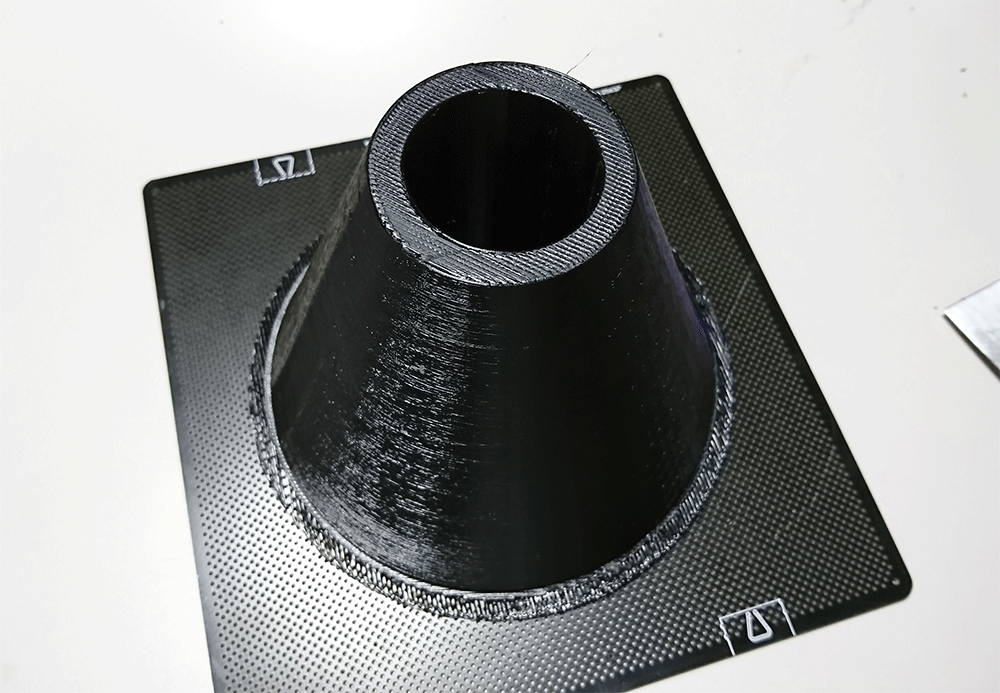
ポリカーボネートにしてはまずますの造形。少し糸引きはあるけど誤差の範囲でした。
ラフトから剥がすのはかなりしんどいです。なまじ硬さと粘りがある素材なので底面をキレイなまま剥ぐことは不可能でした。
 2020.04.29 21:29
|
2020.04.29 21:29
| 


アコードハイブリッド 1回目の車検
2020.04.04

エンジンオイルの交換は自分でやるし、ハイブリッドのブレーキオイルの交換は回生システムが絡んでくるのでディーラーにやってもらいます。基本的に3年目の初車検なので故障部品はありません。あったらディーラーの保証対象です。
なので、今回はコバックで車検を受けてみました。(;´Д`)
ガラス越しに検査の様子を伺っていましたが、1台を人数で一気に処理してます。
キャリパーまで外してる様子に、「あ、これ本気の検査してる」と思いました。
流石にエア抜きまでやってくれているとは思えないのですが、遠くの作業を見てるとパッドを外しているようにも見えますね。後々渡された整備報告に「新品10mmのうち9.5mmありました。」と書いてるので、ノギスで厚みチェックしてるのかな。
車の下の錆具合、エアクリ、エアコンフィルタの汚れ、バッテリーの電圧の様子などをオーナーに直接見せて劣化具合を確認するところは商売上手というか預かって後日返すだけの車検場ではできない手法です。自分で整備できない人はその場で「全部交換お願いします!」と言ってしまうと思います。当然うちの車に交換すべきパーツはありませんでしたが・・
結果安く上がりました。
税込みで37,050円で済みました。異様な安さですが、アコードハイブリッドは重量税が0円なので異様に安いのです。
コバックの整備技術料は税込14,300でした。近場で光軸やサイドスリップの調整などをお願いするとかなりの額を請求されます。もろもろの手続きや時間を考えるとかなり安いと感じました。
預けて帰るまで賞味一時間ほどです。待っている間はドリンク飲み放題でした(*´Д`)
駄目だしをするとすれば、ダッシュボードのグローブボックスを外してエアコンフィルタを確認したと思うのですが、グローブボックスのダンパーが外れたままになってました。車検証をしまうときに気が付いたのですが、ダンパーが遊んだまま強引に閉められていたので、開け閉めが異様にキツイ状態になってました。気が付いてないわけないよねぇ(;´Д`)
ポリカーボネートフィラメント(PC)を使ってみる。
2020.03.22
強度がとにかく必要。そんな印刷が必要な時の選択肢はABSやPETGが代表ですが、
実はまだ上が存在します。
それはポリカーボネートのことですが、PCと略されている場合が多いのでわかりにくいかもしれません。
耐熱温度
ABS:70~100℃
PC:120℃~135℃
耐衝撃性
ABS:強い
PC:ABSの5倍の強度
耐薬品性
ABS:強酸に弱く、ケトンやエステルなどの有機溶剤に対してはひび割れや溶解などを引き起こす。
PC:アルカリ性の薬剤、溶剤には弱い
耐候性
ABS:優れるがプラスチックの為完全ではない。
PC:優れるがプラスチックの為完全ではない。
透明性
ABS:光沢があり透明しかし、完全には至らない。
PC:光学部品にも使われるほどの透明度が可能
可燃性
ABS:燃焼する
PC:不燃性に優れる
防弾の盾にも使われているという話なのでその強靭さは半端ではありません。
3Dプリンターでも素材として使えるので問題なく印刷できるか試してみたいと思います。
実はまだ上が存在します。
それはポリカーボネートのことですが、PCと略されている場合が多いのでわかりにくいかもしれません。
耐熱温度
ABS:70~100℃
PC:120℃~135℃
耐衝撃性
ABS:強い
PC:ABSの5倍の強度
耐薬品性
ABS:強酸に弱く、ケトンやエステルなどの有機溶剤に対してはひび割れや溶解などを引き起こす。
PC:アルカリ性の薬剤、溶剤には弱い
耐候性
ABS:優れるがプラスチックの為完全ではない。
PC:優れるがプラスチックの為完全ではない。
透明性
ABS:光沢があり透明しかし、完全には至らない。
PC:光学部品にも使われるほどの透明度が可能
可燃性
ABS:燃焼する
PC:不燃性に優れる
防弾の盾にも使われているという話なのでその強靭さは半端ではありません。
3Dプリンターでも素材として使えるので問題なく印刷できるか試してみたいと思います。